概要
近年では物流倉庫の中に部品加工や食品加工などの工場を設置した、所謂、PDC型の物流倉庫が増加しています。PDC型物流倉庫は、企業が自社の配送倉庫や工場を持つかわりに、物流業者の所有する物流倉庫内に工場を設置し、配送や出荷は物流会社にアウトソーシングし、在庫は物流倉庫内に保管する形態となります。このような場合、倉庫への入出荷作業のタイミングは入居企業ではなく、大家である物流企業の都合で決定されることが多くなります。契約次第ですが、本来、決まっている時刻以外に入出荷を行おうとすれば、大きな追加費用が発生することが考えられ、決められた時刻に行われる入荷・出荷に対応することが、コスト削減には重要なファクターとなります。また、故障や事故などの不測の事態により、計画に遅延が生じた場合の復旧作業も重要です。今回はassimeeを使って、入出荷時刻に対応したスケジュールや人員配置の確認、予期せぬ故障でスケジュールが遅延した場合の出荷計画の立て直しをシミュレーションと最適化を使って行う方法について解説します。
モデル
今回作成するモデルは下図の通りとなります。

モデルの前提
モデルを作成するにあたって以下の条件を仮定します。
- PDC型倉庫は8時から18時まで稼働(10時間、600分)
- 倉庫内で部品を組立て、製品を出荷
- 毎日の入荷数と出荷数は同数
- 外部から倉庫への入荷時刻は9時と13時
- 倉庫から外部への出荷時刻は19時(18時までに出荷のための作業を終える)
- 加工や解包、梱包など倉庫内作業の人員配置は前日に決定
- 簡単のため人員シフトや昼休憩、倉庫内の部品や製品在庫は考えない
プロセス図作成とパラメーター設定
各プロセスを配置し、パラメーターを設定して行きます。
001入荷:
倉庫の稼働時間(8時から18時)と「部品」の入荷時間(9時と13時)から、以下のように入荷数を決め、入荷プロセスの詳細設定から設定します。
- 0-60:0個
- 60-120:500個
- 120-180:0個
- 180-240:0個
- 240-300:0個
- 300-360:500個
- 360-420:0個
- 420-480:0個
- 480-540:0個
- 540-600:0個
002入荷置き場:
容量を「1000個」と設定
003解包:
1回あたりの処理時間を「10分」、
対象品目を「部品」、個数を「1個」と設定
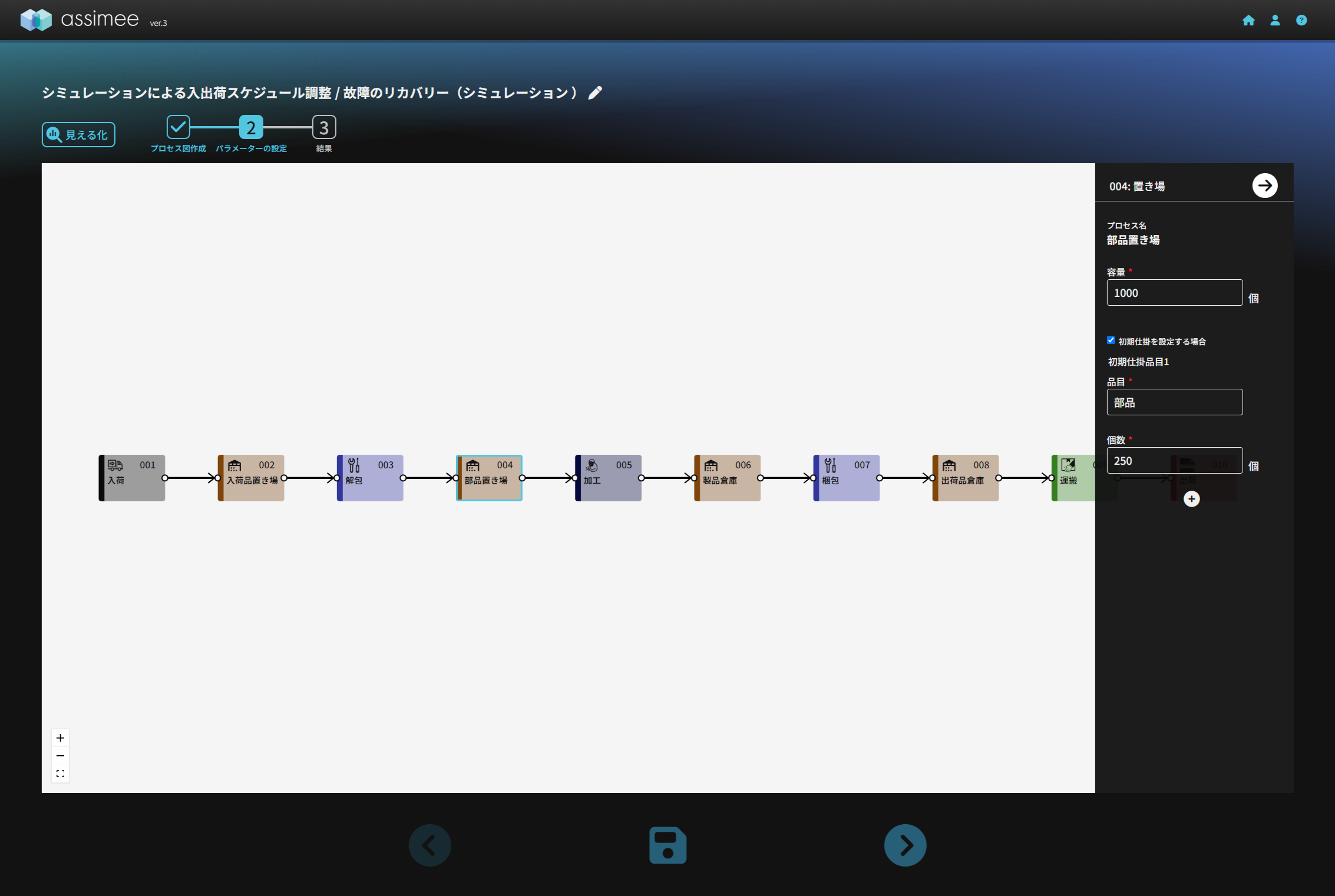
004部品置き場:
容量を「1000個」と設定
005加工:
1回あたりの処理時間を「10分」と設定、
対象品目を「部品」、個数を「1個」、
出力品目を「製品」、個数を「1個」と設定
006製品倉庫:
容量を「1000個」と設定
007梱包:
1回あたりの処理時間を「10分」、
対象品目を「製品」、個数を「1個」と設定
008出荷品倉庫:
容量を「1000個」と設定
009運搬:
最大運搬量を「50個」、人数を「20人」、搬送時間を「5分」と設定
010出荷:
特に設定なし
シミュレーションと入出荷スケジュールの確認
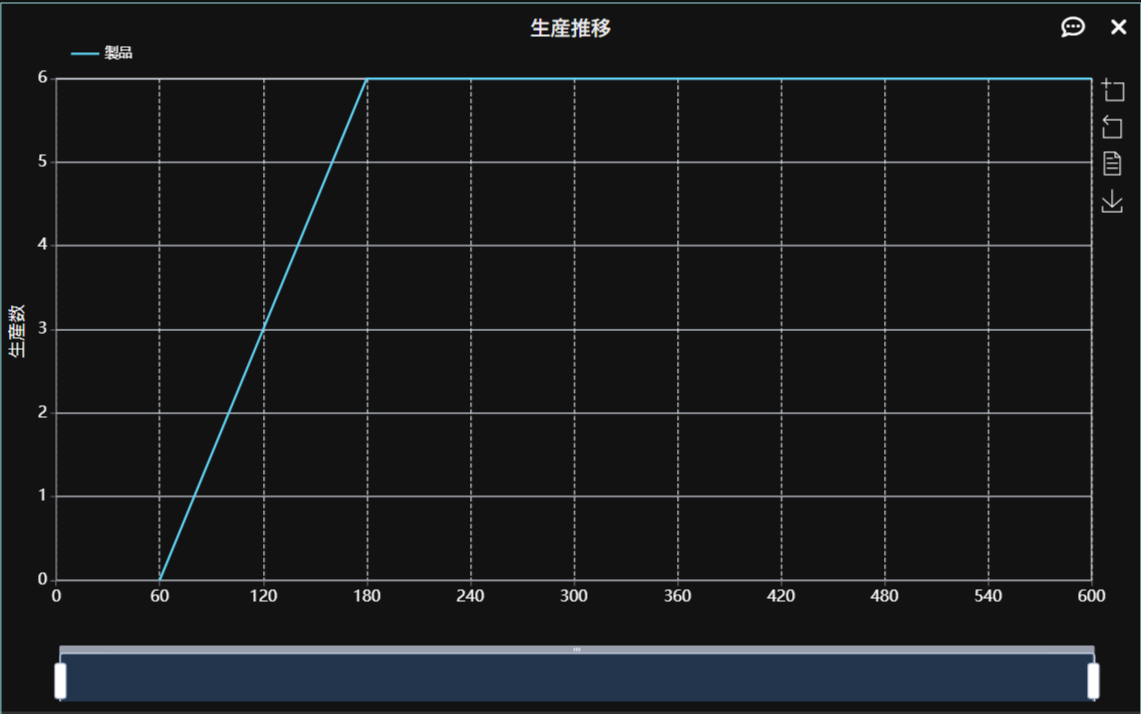
シミュレーションは以下のような結果となりました。
次に「003解包」、「005加工」、「007梱包」の人員配置を最適化で決めていきましょう。まず、レポートをもとに人の最適化を選択します。
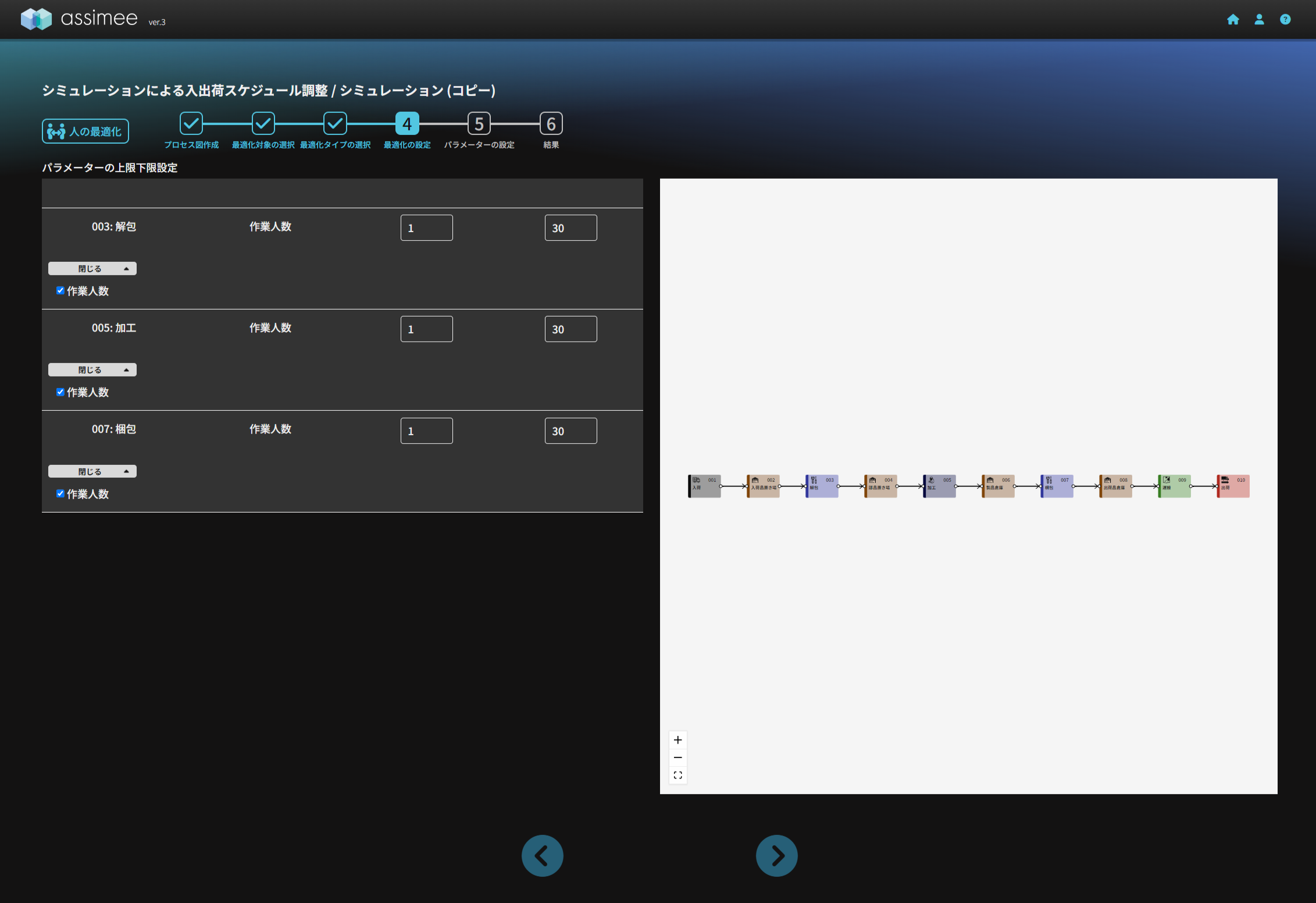
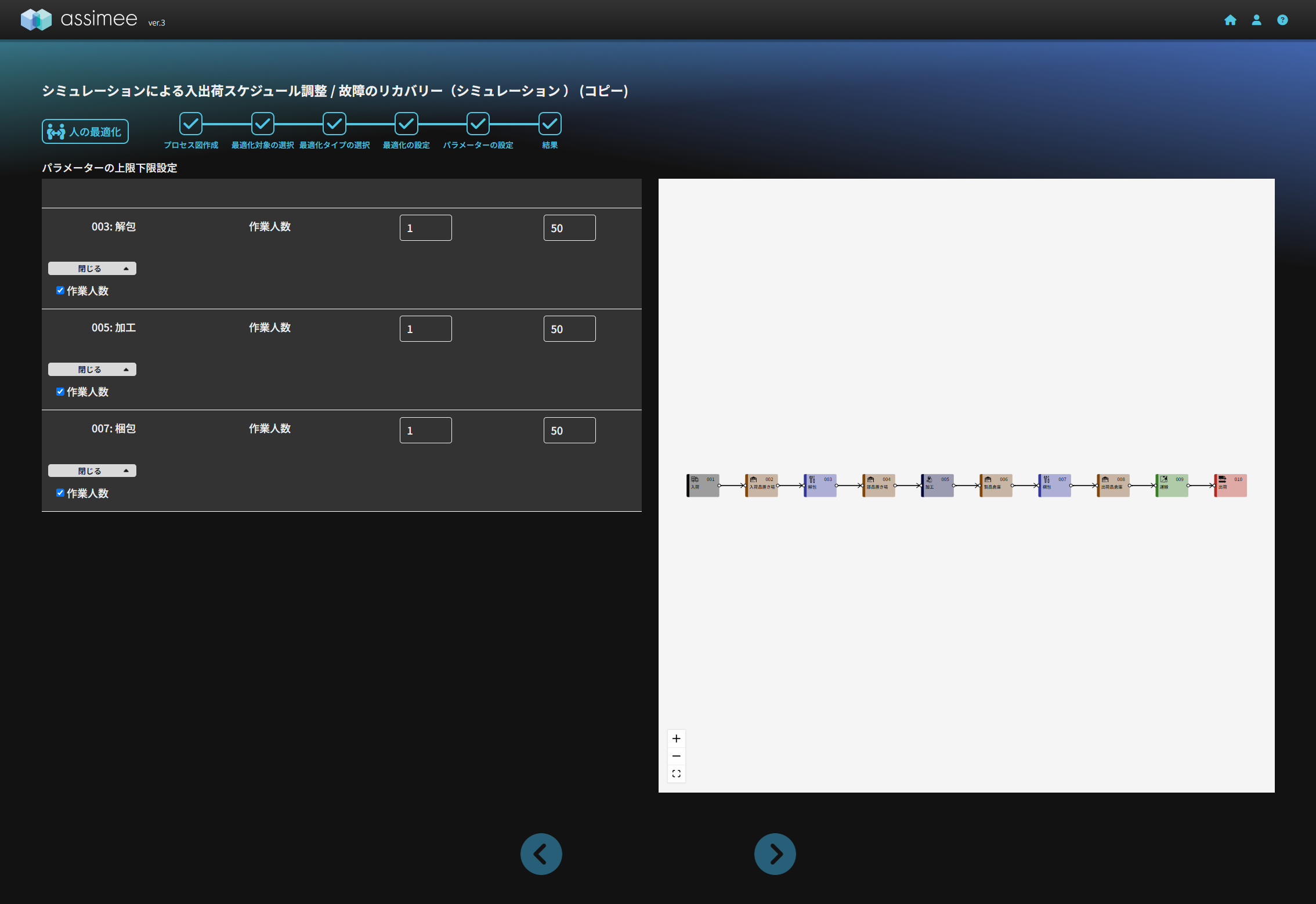
最適化対象として「003解包」、「005加工」、「007梱包」のプロセスカードを選びます。次の画面で人の最適化には時間帯別に行う、作業効率を考慮するなどのオプション設定を選択可能ですが、今回は全て選択せずに通常の人の最適化を行います。次に以下のような画面が表示されるので、作業人数の部分にチェックを入れ、上限値30人と下限値1人を以下の図のように設定します。
最後にパラメーター設定で以下のような出荷目標を「設定」で設定します。
- 0-60:0個
- 60-120:110個
- 120-180:110個
- 180-240:110個
- 240-300:110個
- 300-360:120個
- 360-420:120個
- 420-480:120個
- 480-540:120個
- 540-600:120個
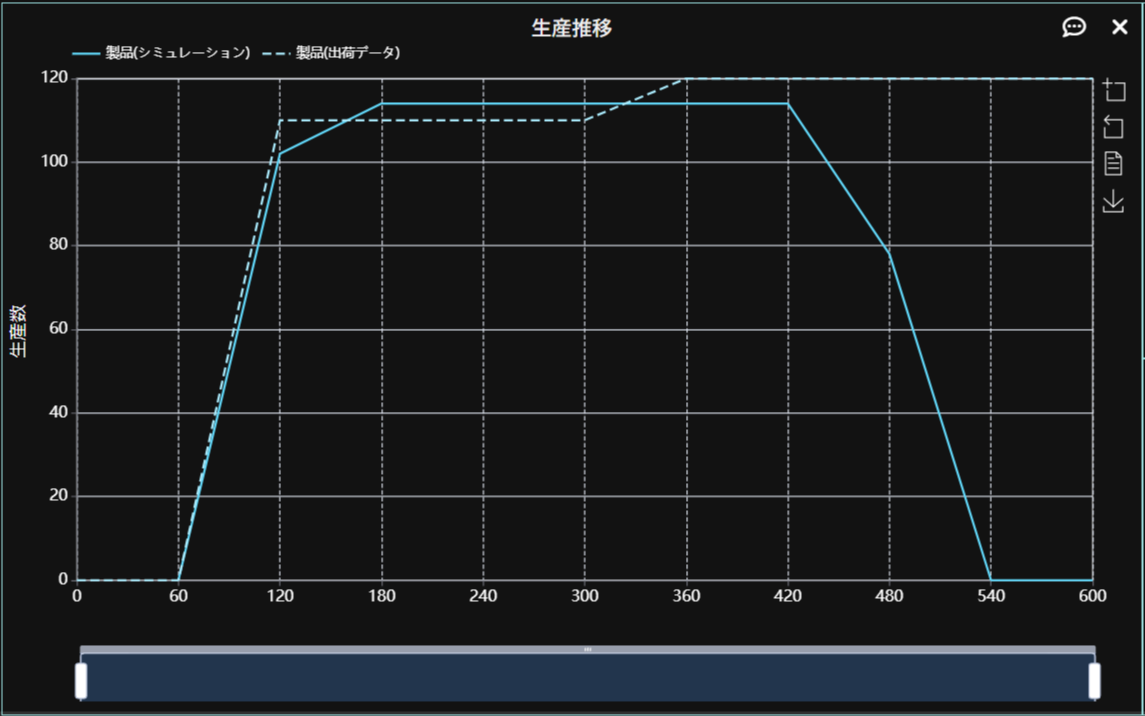
設定が終了したら最適化をおこないます。最適化の結果、以下の図が得られます。
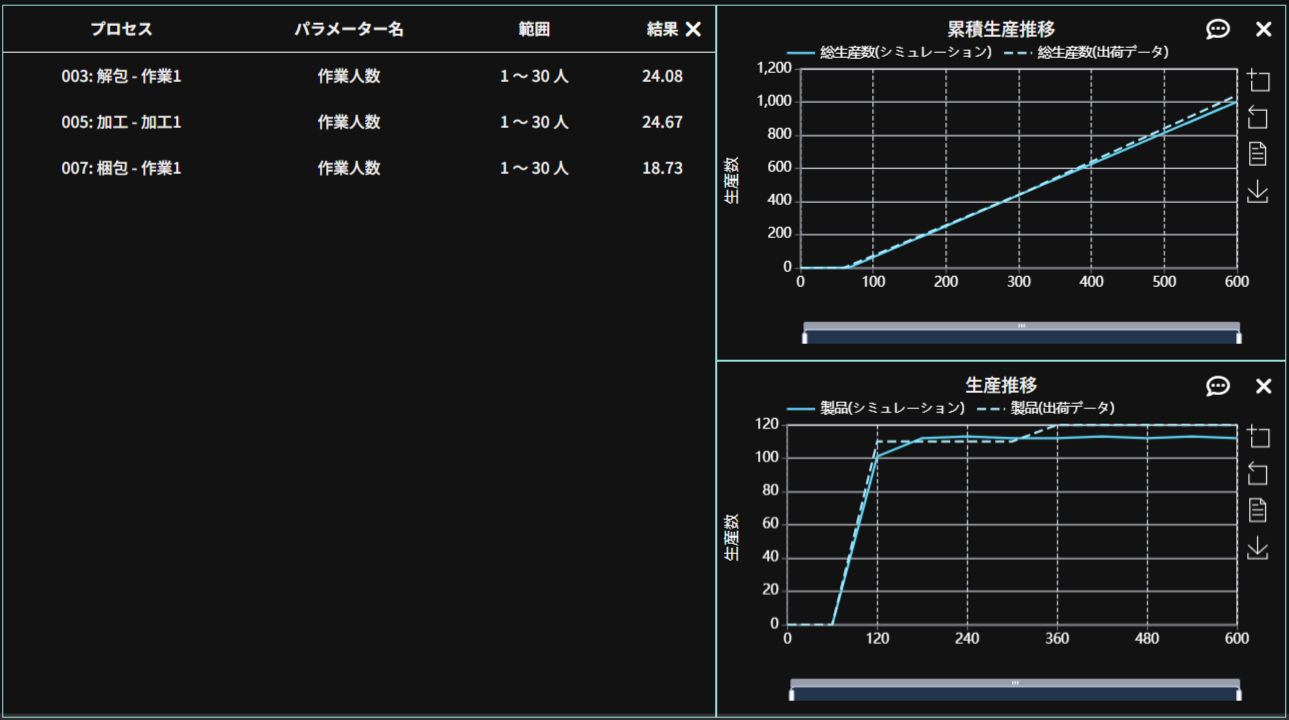
この結果、作業人数を以下のように設定すれば、物流倉庫の出荷時間である19時に十分な余裕がある形で、加工と出荷作業が終了することが分かりました。*最適化には乱数が使用されているため、結果が一致しないことがあります。
- 003解包:1人→24.08人
- 005加工:1人→24.67人
- 007梱包:1人→18.73人
次に、イレギュラーである故障を発生させて出荷に遅延を起こし、翌日の出荷スケジュールを立て直すという想定で最適化を行ってみましょう。
故障の発生と修正計画の立案
故障の発生と現状の確認
ここでは、倉庫内の「005加工」に故障を発生させ影響を分析します。先ほどのレポートを保存し、新しい課題を始めるで「見える化」を選択します。
次に「003解包」、「005加工」、「007梱包」の作業人数を以下のように設定します。
- 003解包:25人
- 005加工:25人
- 007梱包:19人
また、故障を再現するため「005加工」の詳細設定から故障と修理のパラメーターを以下のように設定します。
- 故障間隔(加工プロセス稼働から故障までの時間):300分
- 修理時間:240分
シミュレーションを600分でやり直すと現状を確認することができます。
倉庫の稼働(シミュレーション開始)から6時間、部品の入荷から5時間経った頃で故障が発生し、その後は倉庫の稼働が終了するまで修理が終わらなかったことが分かります。
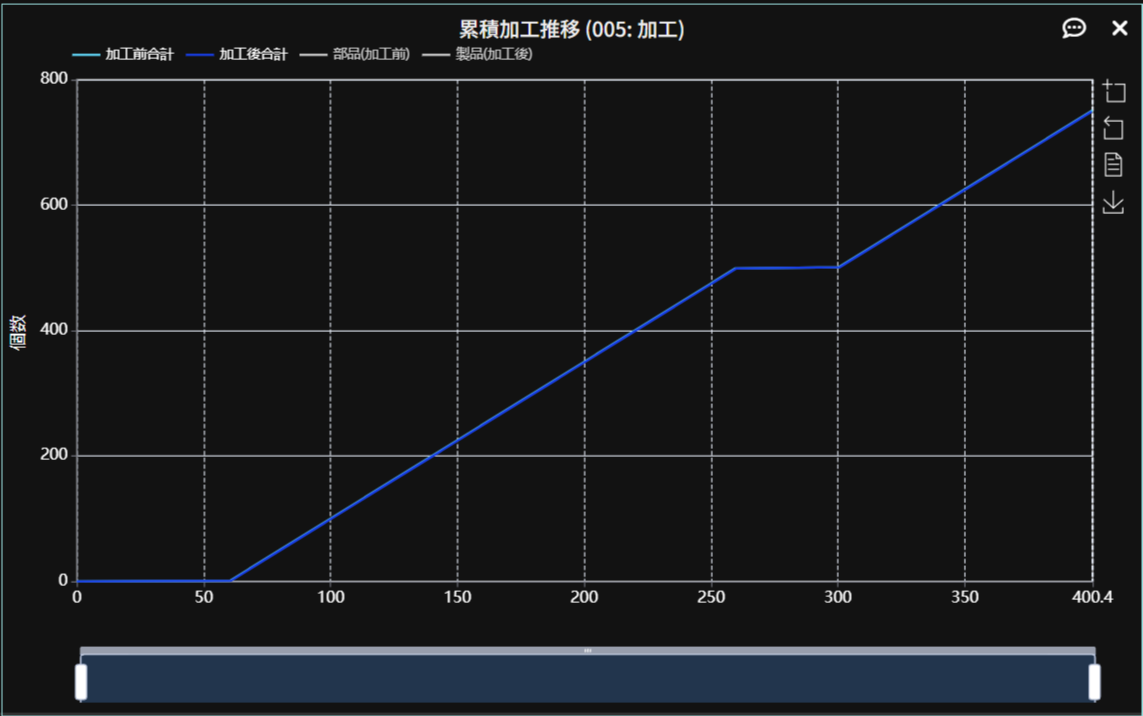
また、「005加工」のパーツ数推移のグラフから、シミュレーション開始から400分経ち750個加工したところで故障が発生し、故障の前後で出荷できる個数は以下のように変動しました。
- 故障設定前:1000個
- 故障設定後:750個
この結果、出荷できない製品が750個発生し、出荷計画に大きな遅延が生じました。これを取り戻すためには修理が終了した翌日以降の加工を増やす必要があります。しかし、人員手配を行うには時限があるため、なるべく早く関連部署に連絡をする必要があります。このような時にassimeeが使えれば、故障が起きた時点で即シミュレーションを行なって翌日の人員配置を計画することが可能です。それでは設定と最適化を行なって人員配置を決めてみましょう。
翌日の出荷計画の最適化
再度モデルをコピーし、今度は先ほど入荷したものの、故障発生で使われず残った「部品」250個を、「004部品置き場」に初期仕掛かりとして配置し、1250個を生産する計画を立てます。
また、新しい出荷目標を編集画面から以下のように修正します。
- 0-60:130個(初期仕掛があるため)
- 60-120:130個
- 120-180:130個
- 180-240:130個
- 240-300:130個
- 300-360:130個
- 360-420:130個
- 420-480:130個
- 480-540:130個
- 540-600:130個
次にパラメーターを確認します。
「003解包」の作業人数、「005加工」の作業人数、「007梱包」の作業人数は変更せずそのままにします。
*この時、「005加工」の故障に関するパラメーター(修理時間と故障間隔)の設定を忘れずに確認し、数値が入っていたら削除してください。
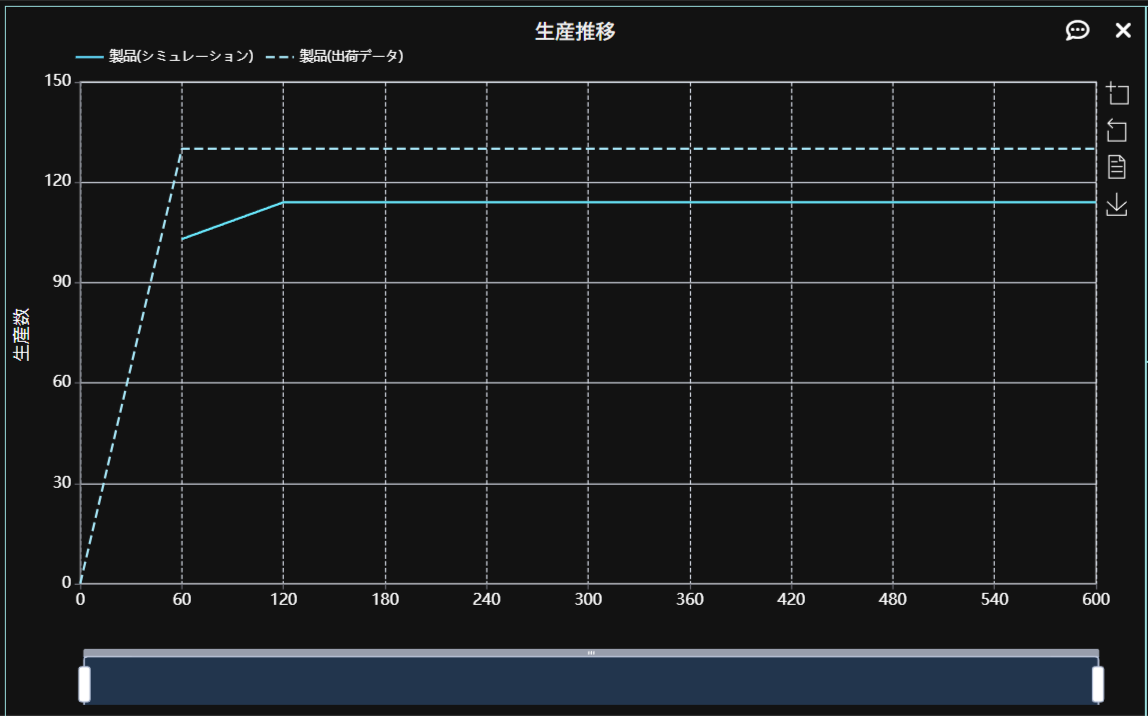
パラメーターを設定したら、シミュレーションを行い、シミュレーション結果に新しい目標値に変わったグラフが表示されたのを確認します。当然ながら新しい出荷目標を出荷が下回っていることが分かります。
新しい、出荷目標に合わせるため、再度人の最適化を行います。今回はパラメーターの上限値と下限値を以下のように設定します。
最適化が終わると以下のような図が表示されます。*最適化には乱数が使用されているため、結果が一致しないことがあります。
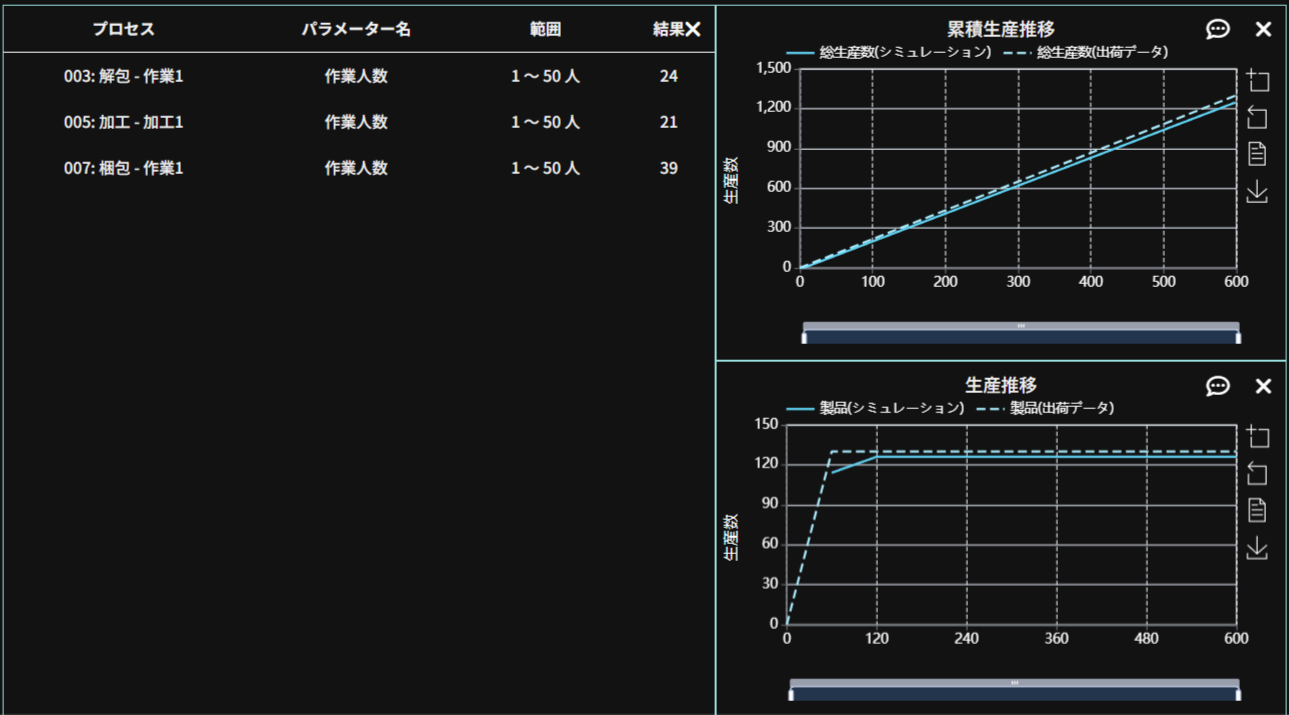
これらの結果から、600分後までに目標数である1250個が出荷されており、人員を以下のように増員すれば、故障翌日の作業で故障による出荷計画の遅れを全て取り戻すことが可能なことが分かりました。故障設定前より「005加工」などの人数が減っているように見えますが、これは、初期仕掛の配置ですべての時間で生産が出来るようになったことが大きな理由となっています。
- 003解包:25人→24人
- 005加工:25人→21人
- 007梱包:19人→39人
まとめ
今回はassimeeを使ってPDC型物流倉庫内で行われる加工作業のシミュレーションを行い、スケジュールの検証や故障が発生した場合に翌日のスケジュールを修正を行う方法を解説しました。PCとブラウザさえあれば、assimeeを使ったシミュレーションは誰にでも簡単に、かつ、現場で行うことが可能です。これにより、事前のスケジュールの立案だけでなく、突発的な事故や故障やタイムスケジュールが狂った場合の迅速な修正対応の実施に役立ちます。
assimeeでは、実際の製造プロセスをモデル化したシミュレーションや、既存のVSM(バリューストリームマップ、物と情報の流れ図)を活用した直接的なシミュレーションが可能です。これにより、製造プロセスの「見える化」を実現し、潜在的な課題を明確にすることができます。製造プロセスのデジタル化や課題解決にお悩みの方は、ぜひお気軽にお問い合わせください。