概要
今回の記事では、据え置き型生産方式のモデルを作成し、シミュレーションを行う方法を解説します。
据え置き型生産方式とは、製品を特定の場所に固定し、作業員や機械が製品の周りや内部を移動しながら作業を行う生産方式です。この方式は製品仕様の柔軟な変更が可能で、オーダーメイド製品や少品種少量生産に適しています。一方で、大量生産には不向きです。
この方式は、移動が困難な大型製品(船や航空機など)の生産に適用されるほか、橋やトンネルといった移動しない大型建築物の施工にも用いられます。
メリット
- 動かしづらい大型製品向き
- 製品のカスタマイズが容易
- コンベアーなどの設備投資が少ない
- 複数の作業を並行して行うことも可能
デメリット
- 生産効率が低い
- 作業工程の管理や材料管理にスキルが必要
モデル
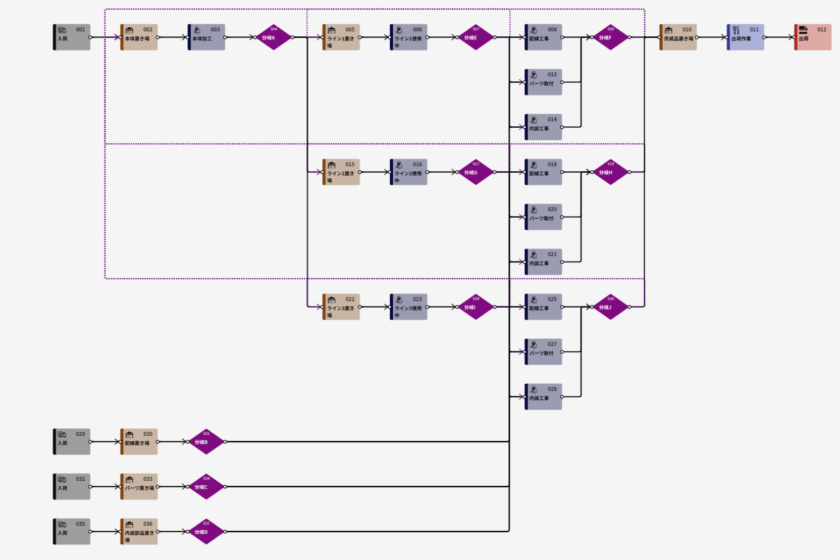
下図がモデルです。今回は3つの製品を同時に生産するケースについて解説します。
まず、入荷した本体部品に10分の加工を行った後、製品ごとに分岐し、3つの製品を並行して組み立てます。この組立工程では、配線工事、パーツ取付、内装工事の3つの工程をそれぞれ20分の作業時間で行うように設定します。
*なお、この組立工程を「ライン」と呼びます。
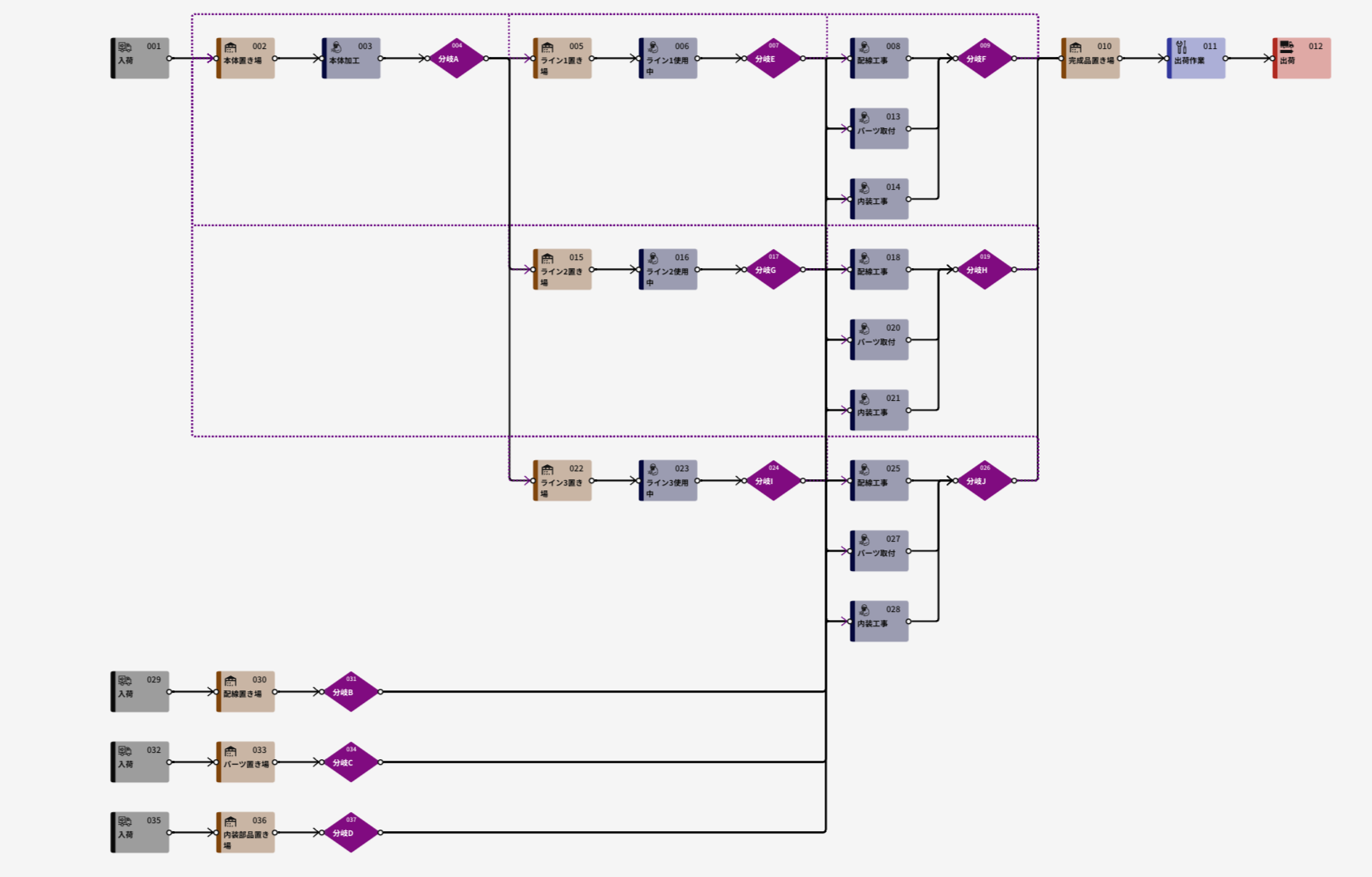
3つの製品は、3つのラインで並行して組み立てられますが、モデルでは「ライン1 → ライン2 → ライン3 → ライン1 → …」のようにサイクルを作り、順番に組み立てる設定にしています。また、配線工事、パーツ取付、内装工事の3つの工程は、ランダムにどの工程からでも始められるように設定しています。
このようにassimeeでは組立順や作業順を柔軟に設定することが可能です。
STEP1 プロセス図の作成
プロセスカードを設置し、設定することでモデルを作成して行きます。今回のモデルではフィードバックを利用して作業員Aと作業員Bが担当する作業ブロックを2つ作成します。
入荷プロセス:
特に変更なし
置き場プロセス:
プロセス名を「本体置き場」へ変更
加工プロセス:
プロセス名を「本体加工」へ変更
分岐プロセス:
プロセス名を「分岐A」へ変更
分岐先として3つのプロセスを設置:
置き場プロセス:
プロセス名を「ライン1置き場」へ変更
以降はライン1で解説
置き場プロセス:
プロセス名を「ライン2置き場」へ変更
以降はライン2で解説
置き場プロセス:
プロセス名を「ライン3置き場」へ変更
以降はライン3で解説
ライン1
置き場プロセス:
プロセス名を「ライン1置き場」へ変更
加工プロセス:
プロセス名を「ライン1使用中」へ変更
分岐プロセス:
プロセス名を「分岐E」へ変更
分岐先として3つのプロセスを設置:
加工プロセス:
プロセス名を「配線工事」へ変更
「分岐F」に接続
加工プロセス:
プロセス名を「パーツ取付」へ変更
「分岐F」に接続
加工プロセス:
プロセス名を「内装工事」へ変更
「分岐F」に接続
分岐プロセス:
プロセス名を「分岐F」へ変更
分岐先として2つのプロセスへ接続:
置き場プロセス:
プロセス名を「ライン1置き場」へ接続
置き場プロセス(設置):
プロセス名を「完成品置き場」へ変更
出荷
置き場プロセス(再掲):
プロセス名を「完成品置き場」へ変更
作業プロセス:
プロセス名を「出荷作業」へ変更
出荷プロセス:
特に変更なし
ライン2
置き場プロセス:
プロセス名を「ライン2置き場」へ変更
加工プロセス:
プロセス名を「ライン2使用中」へ変更
分岐プロセス:
プロセス名を「分岐G」へ変更
分岐先として3つのプロセスを設置:
加工プロセス:
プロセス名を「配線工事」へ変更
「分岐H」に接続
加工プロセス:
プロセス名を「パーツ取付」へ変更
「分岐H」に接続
加工プロセス:
プロセス名を「内装工事」へ変更
「分岐H」に接続
分岐プロセス:
プロセス名を「分岐H」へ変更
分岐先として2つのプロセスへ接続:
置き場プロセス:
プロセス名を「ライン2置き場」へ接続
置き場プロセス:
プロセス名を「完成品置き場」へ接続
ライン3
置き場プロセス:
プロセス名を「ライン3置き場」へ変更
加工プロセス:
プロセス名を「ライン3使用中」へ変更
分岐プロセス:
プロセス名を「分岐I」へ変更
分岐先として3つのプロセスを設置:
加工プロセス:
プロセス名を「配線工事」へ変更
「分岐J」に接続
加工プロセス:
プロセス名を「パーツ取付」へ変更
「分岐J」に接続
加工プロセス:
プロセス名を「内装工事」へ変更
「分岐J」に接続
分岐プロセス:
プロセス名を「分岐J」へ変更
分岐先として2つのプロセスへ接続:
置き場プロセス:
プロセス名を「ライン3置き場」へ接続
置き場プロセス:
プロセス名を「完成品置き場」へ接続
配線
入荷プロセス:
特に変更なし
置き場プロセス:
プロセス名を「配線置き場」へ変更
分岐プロセス:
プロセス名を「分岐B」へ変更
分岐先として3つのプロセスへ接続:
加工プロセス:
プロセス名を「008配線工事」へ接続
加工プロセス:
プロセス名を「018配線工事」へ接続
加工プロセス:
プロセス名を「025配線工事」へ接続
パーツ
入荷プロセス:
特に変更なし
置き場プロセス:
プロセス名を「パーツ置き場」へ変更
分岐プロセス:
プロセス名を「分岐C」へ変更
分岐先として3つのプロセスへ接続:
加工プロセス:
プロセス名を「013パーツ取付」へ接続
加工プロセス:
プロセス名を「020パーツ取付」へ接続
加工プロセス:
プロセス名を「027パーツ取付」へ接続
内装部品
入荷プロセス:
特に変更なし
置き場プロセス:
プロセス名を「内装部品置き場」へ変更
分岐プロセス:
プロセス名を「分岐D」へ変更
分岐先として3つのプロセスへ接続:
加工プロセス:
プロセス名を「014内装工事」へ接続
加工プロセス:
プロセス名を「021内装工事」へ接続
加工プロセス:
プロセス名を「028内装工事」へ接続
STEP2 パラメーターの設定
001入荷:
詳細設定から入荷するパーツを以下のように設定します。
品目「本体」、個数「3個」、入荷間隔「70分」
002本体置き場:
容量を「10000個」と設定
初期仕掛「ライン1」1個
003本体加工:
パターン1:
1回あたりの処理時間を「10分」と設定
対象品目:「本体」1個、「ライン1」1個
出力品目:「加工済本体(ライン1)」1個
パターン2:
1回あたりの処理時間を「10分」と設定
対象品目:「本体」1個、「ライン2」1個
出力品目:「加工済本体(ライン2)」1個
パターン3:
1回あたりの処理時間を「10分」と設定
対象品目:「本体」1個、「ライン3」1個
出力品目:「加工済本体(ライン3)」1個
004分岐A:
1回あたりの処理時間を「0分」と設定
以下の3つの分岐条件を設定
分岐条件:
条件1:
・対象品目:加工済本体(ライン1)
・送り先:005ライン1置き場
条件2:
・対象品目:加工済本体(ライン2)
・送り先:015ライン2置き場
条件3:
・対象品目:加工済本体(ライン3)
・送り先:022ライン3置き場
配線
029入荷:
詳細設定から入荷するパーツを以下のように設定します。
品目「配線」、個数「3個」、入荷間隔「70分」
030配線置き場:
容量を「1000個」と設定
031分岐B:
1回あたりの処理時間を「0分」と設定
以下の3つの分岐条件を設定
分岐条件:
条件1:
・対象品目:配線
・送り先:008配線工事
条件2:
・対象品目:配線
・送り先:018配線工事
条件3:
・対象品目:配線
・送り先:025配線工事
パーツ
032入荷:
詳細設定から入荷するパーツを以下のように設定します。
品目「パーツ」、個数「3個」、入荷間隔「70分」
033パーツ置き場:
容量を「1000個」と設定
034分岐C:
1回あたりの処理時間を「0分」と設定
以下の3つの分岐条件を設定
分岐条件:
条件1:
・対象品目:パーツ
・送り先:013パーツ取付
条件2:
・対象品目:パーツ
・送り先:020パーツ取付
条件3:
・対象品目:パーツ
・送り先:027パーツ取付
内装部品
035入荷:
詳細設定から入荷するパーツを以下のように設定します。
品目「内装部品」、個数「3個」、入荷間隔「70分」
036内装部品置き場:
容量を「1000個」と設定
037分岐D:
1回あたりの処理時間を「0分」と設定
以下の3つの分岐条件を設定
分岐条件:
条件1:
・対象品目:パーツ
・送り先:014内装工事
条件2:
・対象品目:内装部品
・送り先:021内装工事
条件3:
・対象品目:内装部品
・送り先:028内装工事
ライン1
005ライン1置き場:
容量を「1000個」と設定
006ライン1使用中:
パターン1:
1回あたりの処理時間を「0分」と設定
対象品目:「加工済本体(ライン1)」1個
出力品目:「加工済本体(ライン1)」1個、「ライン2」1個
パターン2:
1回あたりの処理時間を「0分」と設定
対象品目:「配線済本体」1個
出力品目:「配線済本体」1個
パターン3:
1回あたりの処理時間を「0分」と設定
対象品目:「パーツ取付済本体」1個
出力品目:「パーツ取付済本体」1個
パターン4:
1回あたりの処理時間を「0分」と設定
対象品目:「内装工事済本体」1個
出力品目:「内装工事済本体」1個
パターン5:
1回あたりの処理時間を「0分」と設定
対象品目:「配線工事パーツ取付済本体」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン6:
1回あたりの処理時間を「0分」と設定
対象品目:「配線内装工事済本体」1個
出力品目:「配線内装工事済本体」1個
パターン7:
1回あたりの処理時間を「0分」と設定
対象品目:「パーツ取付内装工事済本体」1個
出力品目:「パーツ取付内装工事済本体」1個
007分岐E:
1回あたりの処理時間を「0分」と設定
以下の13個の分岐条件を設定
分岐条件:
条件1:
・対象品目:加工済本体(ライン1)
・送り先:008配線工事
条件2:
・対象品目:加工済本体(ライン1)
・送り先:013パーツ取付
条件3:
・対象品目:加工済本体(ライン1)
・送り先:014内装工事
条件4:
・対象品目:ライン2
・送り先:002本体置き場
条件5:
・対象品目:配線済本体
・送り先:013パーツ取付
条件6:
・対象品目:配線済本体
・送り先:014内装工事
条件7:
・対象品目:パーツ取付済本体
・送り先:008配線工事
条件8:
・対象品目:パーツ取付済本体
・送り先:014内装工事
条件9:
・対象品目:内装工事済本体
・送り先:008配線工事
条件10:
・対象品目:内装工事済本体
・送り先:013パーツ取付
条件11:
・対象品目:配線内装工事済本体
・送り先:013パーツ取付
条件12:
・対象品目:配線工事パーツ取付済本体
・送り先:014内装工事
条件13:
・対象品目:パーツ取付内装工事済本体
・送り先:008配線工事
008配線工事:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン1)」1個、「配線」1個
出力品目:「配線済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付済本体」1個、「配線」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「内装工事済本体」1個、「配線」1個
出力品目:「配線内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付内装工事済本体」1個、「配線」1個
出力品目:「完成品」1個、「ライン1」1個
009パーツ取付:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン1)」1個、「パーツ」1個
出力品目:「パーツ取付済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「配線済本体」1個、「パーツ」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「内装工事済本体」1個、「パーツ」1個
出力品目:「パーツ取付内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「配線内装工事済本体」1個、「パーツ」1個
出力品目:「完成品」1個、「ライン1」1個
010内装工事:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン1)」1個、「内装部品」1個
出力品目:「内装工事済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「配線済本体」1個、「内装部品」1個
出力品目:「配線内装工事済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付済本体」1個、「内装部品」1個
出力品目:「パーツ取付内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「配線工事パーツ取付済本体」1個、「内装部品」1個
出力品目:「完成品」1個、「ライン1」1個
009分岐F:
1回あたりの処理時間を「0分」と設定
以下の8個の分岐条件を設定
分岐条件:
条件1:
・対象品目:配線済本体
・送り先:005ライン1置き場
条件2:
・対象品目:パーツ取付済本体
・送り先:005ライン1置き場
条件3:
・対象品目:内装工事済本体
・送り先:005ライン1置き場
条件4:
・対象品目:配線工事パーツ取付済本体
・送り先:005ライン1置き場
条件5:
・対象品目:配線内装工事済本体
・送り先:005ライン1置き場
条件6:
・対象品目:パーツ取付内装工事済本体
・送り先:005ライン1置き場
条件7:
・対象品目:完成品
・送り先:010完成品置き場
条件8:
・対象品目:ライン2
・送り先:002本体置き場
ライン2
015ライン2置き場:
容量を「1000個」と設定
016ライン2使用中:
パターン1:
1回あたりの処理時間を「0分」と設定
対象品目:「加工済本体(ライン2)」1個
出力品目:「加工済本体(ライン2)」1個、「ライン3」1個
パターン2:
1回あたりの処理時間を「0分」と設定
対象品目:「配線済本体」1個
出力品目:「配線済本体」1個
パターン3:
1回あたりの処理時間を「0分」と設定
対象品目:「パーツ取付済本体」1個
出力品目:「パーツ取付済本体」1個
パターン4:
1回あたりの処理時間を「0分」と設定
対象品目:「内装工事済本体」1個
出力品目:「内装工事済本体」1個
パターン5:
1回あたりの処理時間を「0分」と設定
対象品目:「配線工事パーツ取付済本体」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン6:
1回あたりの処理時間を「0分」と設定
対象品目:「配線内装工事済本体」1個
出力品目:「配線内装工事済本体」1個
パターン7:
1回あたりの処理時間を「0分」と設定
対象品目:「パーツ取付内装工事済本体」1個
出力品目:「パーツ取付内装工事済本体」1個
017分岐G:
1回あたりの処理時間を「0分」と設定
以下の13個の分岐条件を設定
分岐条件:
条件1:
・対象品目:加工済本体(ライン2)
・送り先:018配線工事
条件2:
・対象品目:加工済本体(ライン2)
・送り先:020パーツ取付
条件3:
・対象品目:加工済本体(ライン2)
・送り先:021内装工事
条件4:
・対象品目:ライン3
・送り先:002本体置き場
条件5:
・対象品目:配線済本体
・送り先:020パーツ取付
条件6:
・対象品目:配線済本体
・送り先:021内装工事
条件7:
・対象品目:パーツ取付済本体
・送り先:018配線工事
条件8:
・対象品目:パーツ取付済本体
・送り先:021内装工事
条件9:
・対象品目:内装工事済本体
・送り先:018配線工事
条件10:
・対象品目:内装工事済本体
・送り先:020パーツ取付
条件11:
・対象品目:配線内装工事済本体
・送り先:020パーツ取付
条件12:
・対象品目:配線工事パーツ取付済本体
・送り先:021内装工事
条件13:
・対象品目:パーツ取付内装工事済本体
・送り先:018配線工事
018配線工事:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン2)」1個、「配線」1個
出力品目:「配線済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付済本体」1個、「配線」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「内装工事済本体」1個、「配線」1個
出力品目:「配線内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付内装工事済本体」1個、「配線」1個
出力品目:「完成品」1個
020パーツ取付:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン2)」1個、「パーツ」1個
出力品目:「パーツ取付済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「配線済本体」1個、「パーツ」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「内装工事済本体」1個、「パーツ」1個
出力品目:「パーツ取付内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「配線内装工事済本体」1個、「パーツ」1個
出力品目:「完成品」1個
021内装工事:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン2)」1個、「内装部品」1個
出力品目:「内装工事済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「配線済本体」1個、「内装部品」1個
出力品目:「配線内装工事済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付済本体」1個、「内装部品」1個
出力品目:「パーツ取付内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「配線工事パーツ取付済本体」1個、「内装部品」1個
出力品目:「完成品」1個
019分岐H:
1回あたりの処理時間を「0分」と設定
以下の7個の分岐条件を設定
分岐条件:
条件1:
・対象品目:配線済本体
・送り先:015ライン2置き場
条件2:
・対象品目:パーツ取付済本体
・送り先:015ライン2置き場
条件3:
・対象品目:内装工事済本体
・送り先:015ライン2置き場
条件4:
・対象品目:配線工事パーツ取付済本体
・送り先:015ライン2置き場
条件5:
・対象品目:配線内装工事済本体
・送り先:015ライン2置き場
条件6:
・対象品目:パーツ取付内装工事済本体
・送り先:015ライン2置き場
条件7:
・対象品目:完成品
・送り先:010完成品置き場
ライン3
022ライン3置き場:
容量を「1000個」と設定
023ライン3使用中:
パターン1:
1回あたりの処理時間を「0分」と設定
対象品目:「加工済本体(ライン3)」1個
出力品目:「加工済本体(ライン3)」1個
パターン2:
1回あたりの処理時間を「0分」と設定
対象品目:「配線済本体」1個
出力品目:「配線済本体」1個
パターン3:
1回あたりの処理時間を「0分」と設定
対象品目:「パーツ取付済本体」1個
出力品目:「パーツ取付済本体」1個
パターン4:
1回あたりの処理時間を「0分」と設定
対象品目:「内装工事済本体」1個
出力品目:「内装工事済本体」1個
パターン5:
1回あたりの処理時間を「0分」と設定
対象品目:「配線工事パーツ取付済本体」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン6:
1回あたりの処理時間を「0分」と設定
対象品目:「配線内装工事済本体」1個
出力品目:「配線内装工事済本体」1個
パターン7:
1回あたりの処理時間を「0分」と設定
対象品目:「パーツ取付内装工事済本体」1個
出力品目:「パーツ取付内装工事済本体」1個
024分岐I:
1回あたりの処理時間を「0分」と設定
以下の12個の分岐条件を設定
分岐条件:
条件1:
・対象品目:加工済本体(ライン3)
・送り先:025配線工事
条件2:
・対象品目:加工済本体(ライン3)
・送り先:027パーツ取付
条件3:
・対象品目:加工済本体(ライン3)
・送り先:028内装工事
条件4:
・対象品目:配線済本体
・送り先:027パーツ取付
条件5:
・対象品目:配線済本体
・送り先:028内装工事
条件6:
・対象品目:パーツ取付済本体
・送り先:025配線工事
条件7:
・対象品目:パーツ取付済本体
・送り先:028内装工事
条件8:
・対象品目:内装工事済本体
・送り先:025配線工事
条件9:
・対象品目:内装工事済本体
・送り先:027パーツ取付
条件10:
・対象品目:配線内装工事済本体
・送り先:027パーツ取付
条件11:
・対象品目:配線工事パーツ取付済本体
・送り先:028内装工事
条件12:
・対象品目:パーツ取付内装工事済本体
・送り先:025配線工事
025配線工事:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン3)」1個、「配線」1個
出力品目:「配線済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付済本体」1個、「配線」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「内装工事済本体」1個、「配線」1個
出力品目:「配線内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付内装工事済本体」1個、「配線」1個
出力品目:「完成品」1個
027パーツ取付:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン3)」1個、「パーツ」1個
出力品目:「パーツ取付済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「配線済本体」1個、「パーツ」1個
出力品目:「配線工事パーツ取付済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「内装工事済本体」1個、「パーツ」1個
出力品目:「パーツ取付内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「配線内装工事済本体」1個、「パーツ」1個
出力品目:「完成品」1個
028内装工事:
パターン1:
1回あたりの処理時間を「20分」と設定
対象品目:「加工済本体(ライン3)」1個、「内装部品」1個
出力品目:「内装工事済本体」1個
パターン2:
1回あたりの処理時間を「20分」と設定
対象品目:「配線済本体」1個、「内装部品」1個
出力品目:「配線内装工事済本体」1個
パターン3:
1回あたりの処理時間を「20分」と設定
対象品目:「パーツ取付済本体」1個、「内装部品」1個
出力品目:「パーツ取付内装工事済本体」1個
パターン4:
1回あたりの処理時間を「20分」と設定
対象品目:「配線工事パーツ取付済本体」1個、「内装部品」1個
出力品目:「完成品」1個
026分岐J:
1回あたりの処理時間を「0分」と設定
以下の7個の分岐条件を設定
分岐条件:
条件1:
・対象品目:配線済本体
・送り先:022ライン3置き場
条件2:
・対象品目:パーツ取付済本体
・送り先:022ライン3置き場
条件3:
・対象品目:内装工事済本体
・送り先:022ライン3置き場
条件4:
・対象品目:配線工事パーツ取付済本体
・送り先:022ライン3置き場
条件5:
・対象品目:配線内装工事済本体
・送り先:022ライン3置き場
条件6:
・対象品目:パーツ取付内装工事済本体
・送り先:022ライン3置き場
条件7:
・対象品目:完成品
・送り先:010完成品置き場
出荷
010完成品置き場:
容量を「1000個」と設定
011出荷作業:
1回あたりの処理時間を「10分」と設定
対象品目:「完成品」1個
012出荷:
特に変更なし
シミュレーションと分析
モデルの作成が終わったら、シミュレーション時間を1日に相当する1440分に設定して、シミュレーションを行います。シミュレーションの結果は以下の通りとなりました。
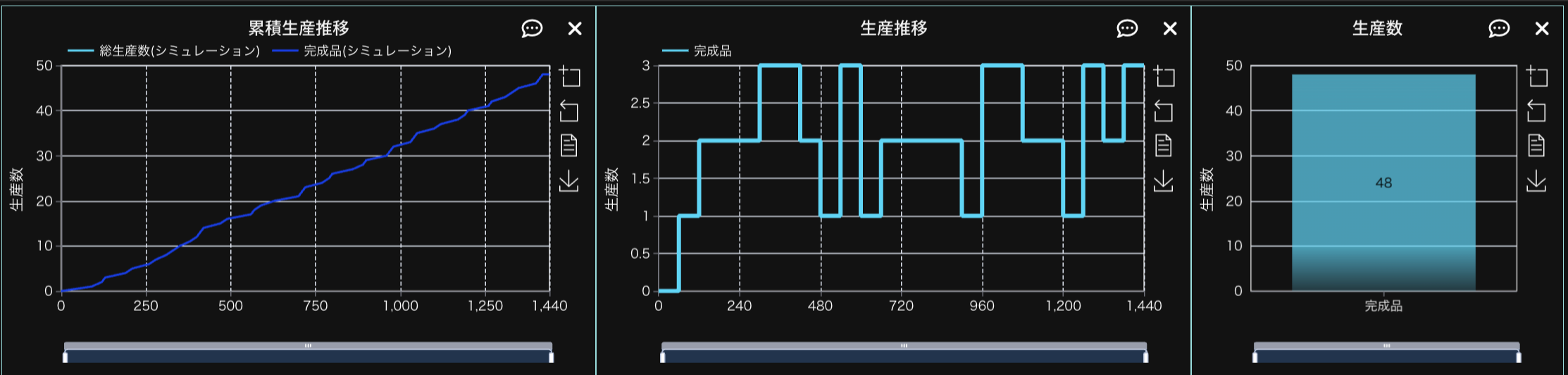
1440分で41個の製品が出荷されていることがわかります。次に、各プロセスのステータス推移を確認してみましょう。
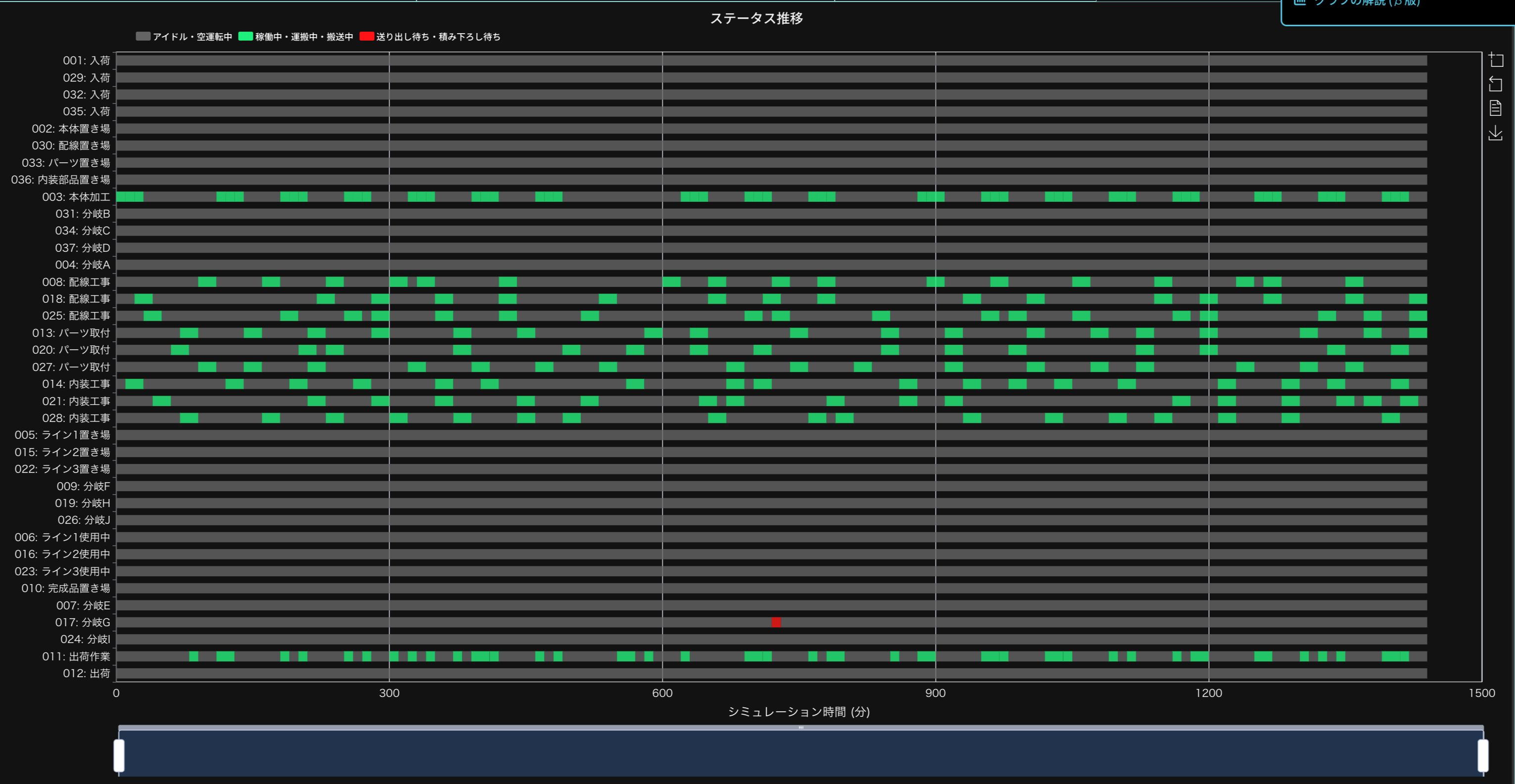
ステータス推移を見ると、「003加工」の処理時間である10分ずつ時間をずらした形で、
ライン1 → ライン2 → ライン3 → ライン1 → …
の順で生産が進んでいることが確認できます。
また、それぞれのライン内では、配線工事、パーツ取付、内装工事の3つの工程が、想定通りランダムに実行されていることも分かります。
まとめ
今回は、据え置き型生産方式のシミュレーション(見える化)方法について解説しました。また、複数のラインで生産が順番に行われる仕組みや、ライン内での組立工程がランダムに進む設定を加え、想定通りに動作していることを確認しました。assimeeでは、用意されたプロセ