概要
今回のチュートリアルでは、巡回型セル生産方式を再現したモデルを作成し、シミュレーションを行う手順について解説します。巡回型セル生産方式は、作業者が1つのセルに固定されるのではなく、複数のセルを巡回しながら製品の組み立てや加工を行います。この方式では、各セルを製品に合わせて柔軟に準備したり、巡回するセルを作業者が選ぶことで、工程変更にも柔軟に対応可能です。また、巡回速度や作業人数を調整することで、生産量を調整することもできます。
モデル
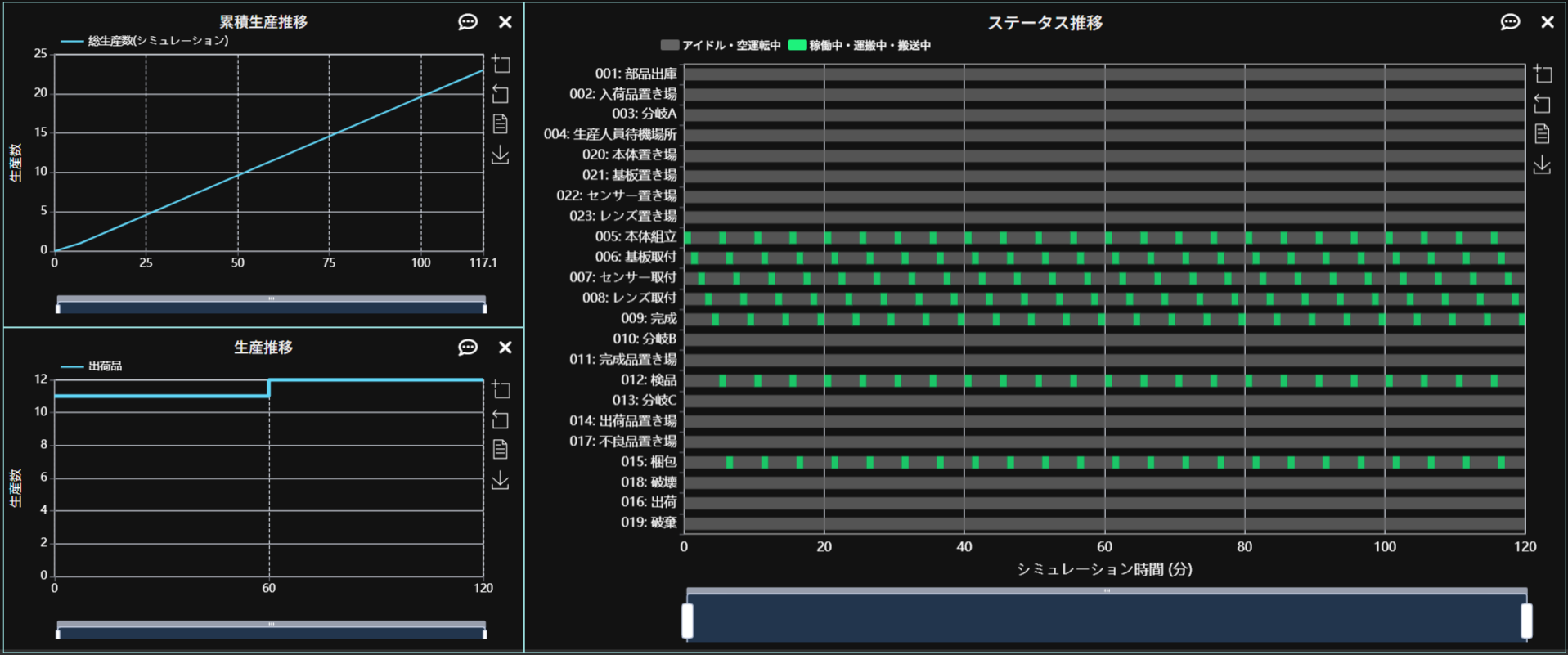
以下が巡回型セル生産方式を再現したモデルとなります。通常のセル生産方式ではセルごとの生産を再現するために伝票を発行する形を取っていましたが、今回は伝票ではなく生産人員とし、「004生産人員待機場所」の初期仕掛に配置することで、巡回する作業員を再現しています。
STEP1 プロセス図の作成
プロセスカードを設置し、設定することでモデルを作成して行きます。今回のモデルではフィードバックを利用して作業員Aと作業員Bが担当する作業ブロックを2つ作成します。
入荷プロセス:
プロセス名を「部品出庫」へ変更
置き場プロセス:
プロセス名を「入荷品置き場」へ変更
分岐プロセス:
プロセス名を「分岐A」へ変更
分岐先として5つのプロセスを設置:
置き場プロセス:
プロセス名を「生産人員待機場所」へ変更
以降は本体組立へ
生産人員の待機場所の想定です。分岐Bからループが接続されます。
置き場プロセス:
プロセス名を「本体置き場」へ変更
以降は本体組立へ接続
置き場プロセス:
プロセス名を「基板置き場」へ変更
以降は基板取付へ接続
置き場プロセス:
プロセス名を「センサー置き場」へ変更
以降はセンサー取付へ接続
置き場プロセス:
プロセス名を「レンズ置き場」へ変更
以降はレンズ取付へ接続
置き場プロセス(再掲):
プロセス名を「生産人員待機場所」へ変更
組立プロセス:
プロセス名を「本体組立」へ変更
「020本体置き場」よりプロセスを接続
組立プロセス:
プロセス名を「基板取付」へ変更
「021基板置き場」よりプロセスを接続
組立プロセス:
プロセス名を「センサー取付」へ変更
「022センサー置き場」よりプロセスを接続
組立プロセス:
プロセス名を「レンズ取付」へ変更
「023レンズ置き場」よりプロセスを接続
組立プロセス:
プロセス名を「完成」へ変更
分岐プロセス:
プロセス名を「分岐B」へ変更
分岐先として2つのプロセスへ接続:
置き場プロセス:
プロセス名を「完成品置き場」へ変更
置き場プロセス:
「004生産人員待機場所」へ接続
置き場プロセス(再掲):
プロセス名を「完成品置き場」へ変更
検品プロセス:
プロセス名を「検品」へ変更
分岐プロセス:
プロセス名を「分岐C」へ変更
分岐先として2つのプロセスを設置:
置き場プロセス:
プロセス名を「出荷品置き場」へ変更
以降は出荷品へ
置き場プロセス:
プロセス名を「廃棄品置き場」へ変更
以降は不良品へ
出荷品
置き場プロセス(再掲):
プロセス名を「出荷品置き場」へ変更
加工プロセス:
プロセス名を「梱包」へ変更
出荷プロセス:
特に変更なし
不良品
置き場プロセス(再掲):
プロセス名を「廃棄品置き場」へ変更
加工プロセス:
プロセス名を「破壊」へ変更
出荷プロセス:
プロセス名を「廃棄」へ変更
STEP2 パラメーターの設定
001部品出庫:
詳細設定から入荷するパーツを4種類、以下のように設定します。
1つ目:品目「本体」、個数「5個」、入荷間隔「5分」、
2つ目:品目「基板」、個数「10個」、入荷間隔「5分」、
3つ目:品目「センサー」、個数「10個」、入荷間隔「5分」、
4つ目:品目「レンズ」、個数「5個」、入荷間隔「5分」
002入荷品置き場:
容量を「1000個」と設定
003分岐:
1回あたりの処理時間を「0分」と設定
分岐条件:
条件1:
・対象品目:本体
・送り先:020本体置き場
条件2:
・対象品目:基板
・送り先:021基板置き場
条件3:
・対象品目:センサー
・送り先:022センサー置き場
条件4:
・対象品目:レンズ
・送り先:023レンズ置き場
004生産人員待機場所:
容量を「1000個」と設定
初期仕掛に生産人員を「1個」と設定
020本体置き場:
容量を「1000個」と設定
021基板置き場:
容量を「1000個」と設定
022センサー置き場:
容量を「1000個」と設定
023レンズ置き場:
容量を「1000個」と設定
生産セル
生産人員がカメラを生産して行きます。また、生産人員による組立を再現するため生産人員がいなければ、組立が進まないようにモデルを設定します。
005本体組立:
1回あたりの処理時間を「1分」と設定
1つ目の対象品目を「本体」、個数を「1個」、
2つ目の対象品目を「生産人員」、個数を「1個」、
出力品目を「組立中本体」、個数を「1個」と設定
006基板取付:
1回あたりの処理時間を「1分」と設定
1つ目の対象品目を「組立中本体」、個数を「1個」、
2つ目の対象品目を「基板」、個数を「2個」、
出力品目を「基板取付済本体」、個数を「1個」と設定
007センサー取付:
1回あたりの処理時間を「1分」と設定
1つ目の対象品目を「基板取付済本体」、個数を「1個」、
2つ目の対象品目を「センサー」、個数を「2個」、
出力品目を「センサー取付済本体」、個数を「1個」と設定
008レンズ取付:
1回あたりの処理時間を「1分」と設定
1つ目の対象品目を「センサー取付済本体」、個数を「1個」、
2つ目の対象品目を「レンズ」、個数を「1個」、
出力品目を「レンズ取付済本体」、個数を「1個」と設定
009完成:
1回あたりの処理時間を「1分」と設定、
対象品目を「レンズ取付済本体」、個数を「1個」、
1つ目の出力品目を「カメラ完成品」、個数を「1個」、
2つ目の出力品目を「生産人員」、個数を「1個」と設定
010分岐B:
1回あたりの処理時間を「0分」と設定
分岐条件を以下のように設定
分岐条件:
条件1:
・品目:生産人員
・送り先:004生産人員待機場所
条件2:
・品目:カメラ完成品
・送り先:011完成品置き場
011完成品置き場:
容量を「1000個」と設定
012検品:
1回あたりの処理時間を「1分」、不良品率を0.1%と設定
013分岐C:
1回あたりの処理時間を「0分」と設定
分岐条件を以下のように設定
分岐条件:
条件1:
・対象品目:正常:カメラ完成品
・送り先:014出荷品置き場
条件2:
・対象品目:不良:カメラ完成品
・送り先:017廃棄品置き場
014出荷品置き場:
容量を「1000個」と設定
015梱包:
1回あたりの処理時間を「1分」と設定、
対象品目を「カメラ完成品」、個数を「1個」、
出力品目を「出荷品」、個数を「1個」と設定
016出荷:
特に変更なし
017廃棄品置き場:
容量を「1000個」と設定
018破壊:
1回あたりの処理時間を「1分」と設定、
対象品目を「カメラ完成品」、個数を「1個」、
出力品目を「破棄品」、個数を「1個」と設定
019廃棄:
特に変更なし
シミュレーション
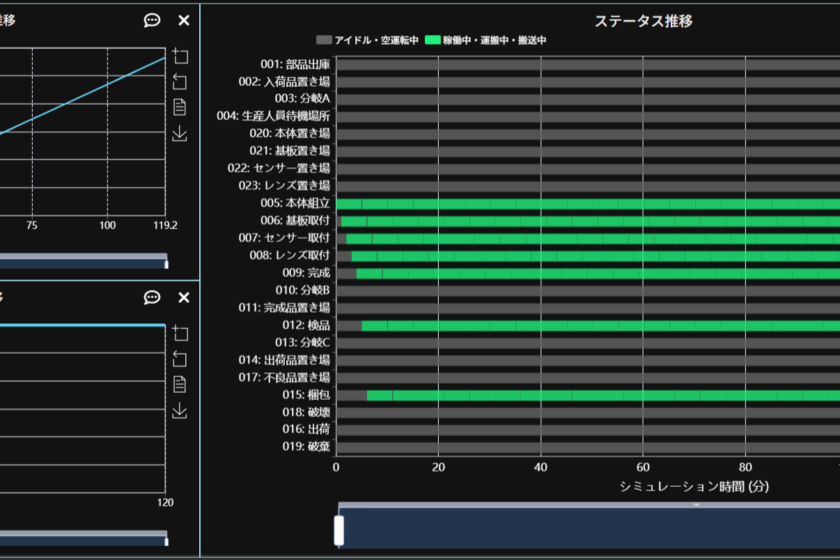
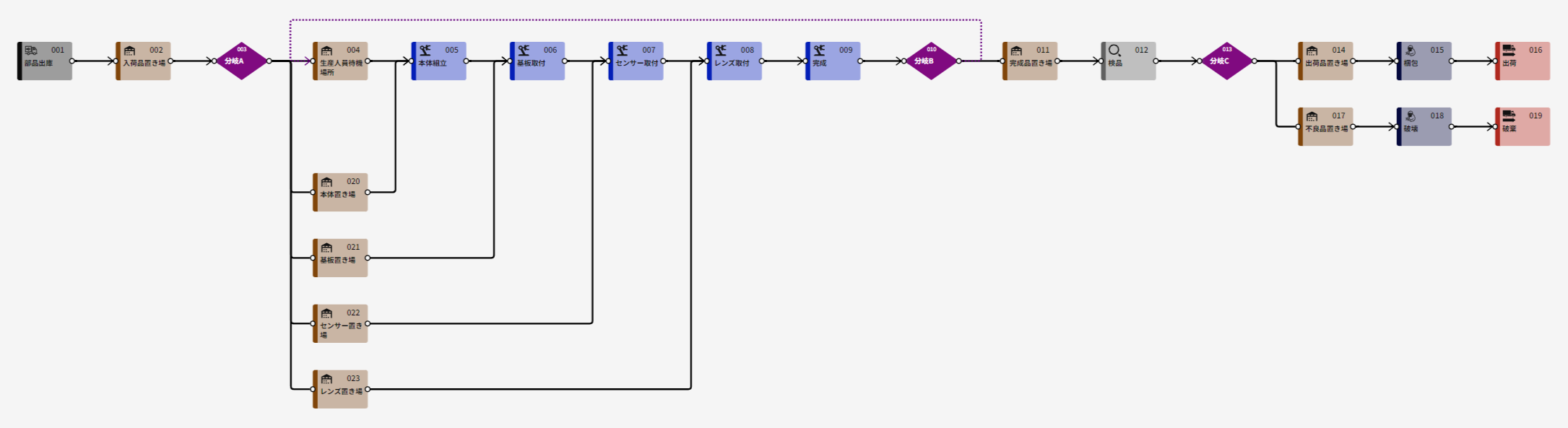
モデルが完成したらシミュレーションを行います。今回のシミュレーションではセルを巡回して作業を行う生産人員を1人、シミュレーション時間を120分と設定してシミュレーションを行います。シミュレーション結果は以下のようになりました。生産人員が1人の場合、1時間当たりの生産数は12個となります。ステータス推移をみると、5つの組立プロセスが、1つずつ順番に実行されていることが分かります。
次に「004生産人員待機場所」の初期仕掛に配置する生産人員を2人へ増やしてみましょう。生産人員を2人にした場合、1時間あたりの生産数は、1人のときの12個から24個へと倍増しました。先ほどと同様にステータス推移を確認すると、それぞれの組立プロセスで2人の生産人員が連続して作業を行っており、1人の場合と比較して各組立プロセスの稼働時間が2倍になっていることが確認できます。一方で、依然として組立プロセスにアイドル時間が存在しており、まだ生産余力が残っていることが分かります。
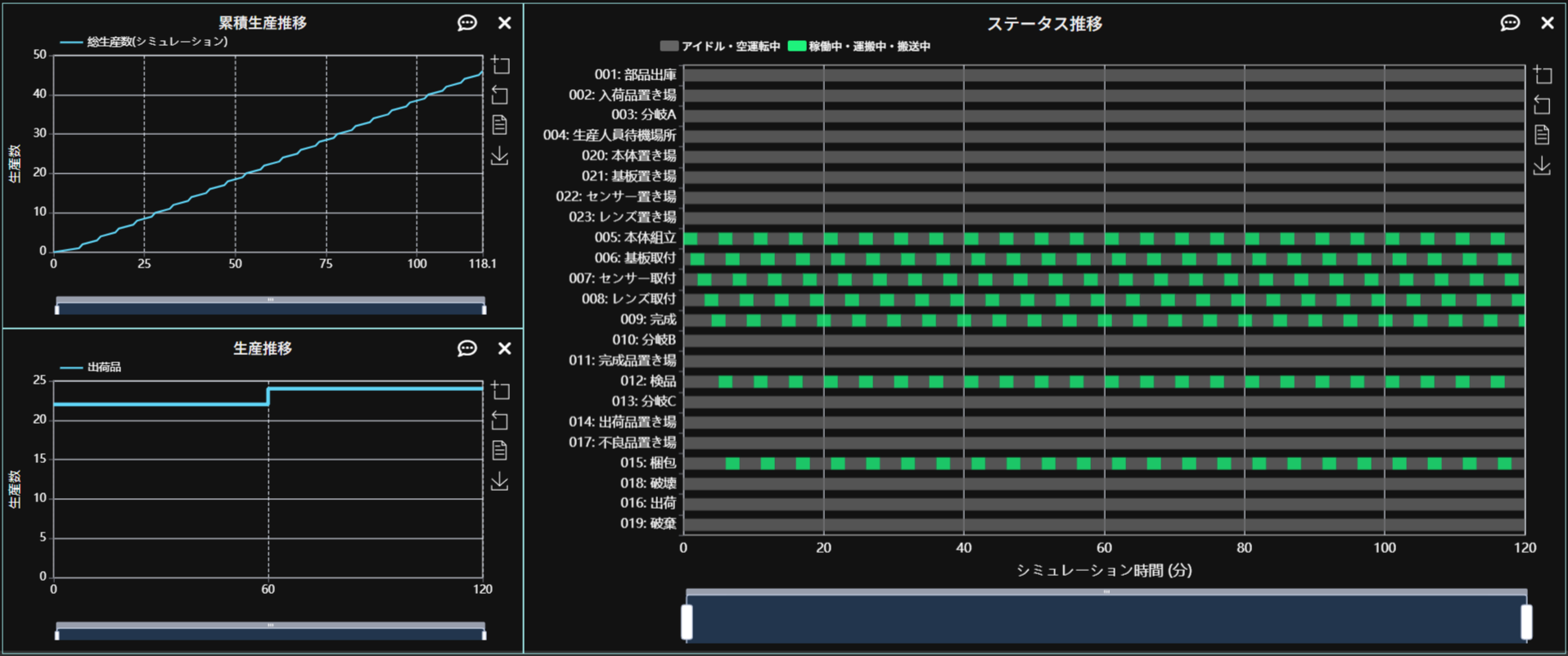
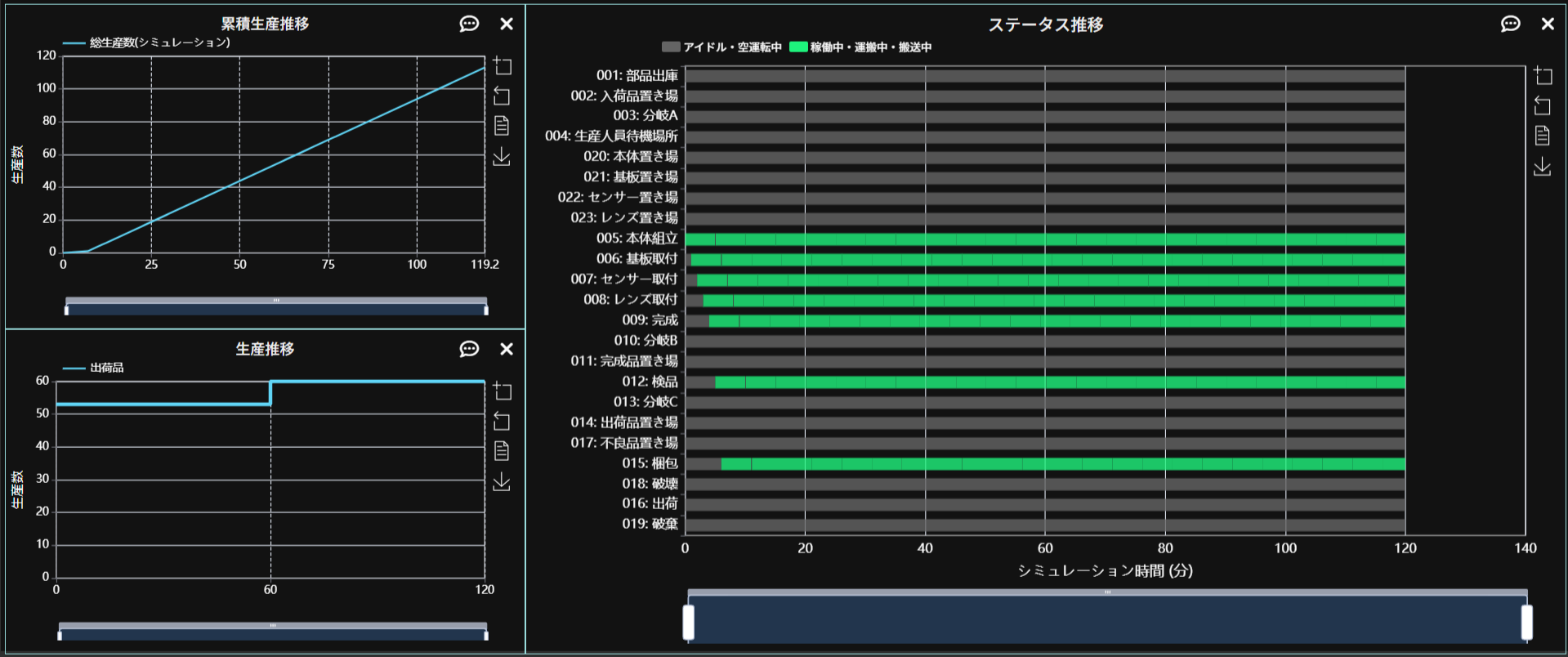
最後に生産人員を5人に増やしてみましょう。生産人員を5人にした場合、1時間あたりの生産数は60個まで増加しました。ステータス推移を見ると、各組立プロセスの稼働率はほぼ100%となり、ほぼフル稼働で生産を行っていることが分かります。さらに生産量を増やすためには、生産人員だけでなく、生産セルの数を増やすか処理時間を削減する必要があることが示唆されています。
まとめ
今回のチュートリアルでは巡回型セル生産方式のモデルを作成しました。また、ラインを巡回する作業員を増やしながら、シミュレーション結果を比較しました。assimeeでは、今回行ったようにパラメーターを変えてシミュレーションをやり直し、結果を比較することが容易に可能です。