概要
今回はセル生産方式のモデルを作成します。セル生産方式は、ライン生産方式と並んで生産現場で主流となっている方法です。ライン生産方式が少品種大量生産に適しているのに対し、セル生産方式は、顧客の好みが多様化している現代において、多品種少量生産に適した方法となっています。ライン生産方式では、1人の作業員が、例えばドアの取り付け作業のように単一のプロセスをひたすら繰り返すことになりますが、セル生産方式では、作業員が複数の組み立てプロセスを担当する必要があります。
今回のモデルは下図のようになります。
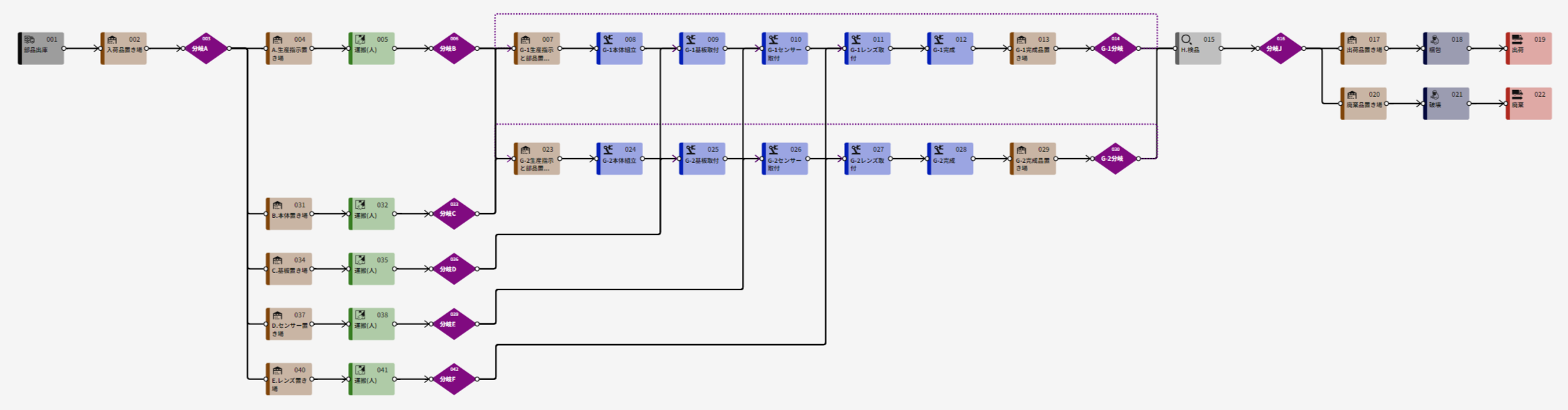
このモデルは5つの組立プロセスからなる生産用セルが2つあるカメラ組立工場を想定しています。それぞれの生産用セルでは5つの組立プロセスを1人の作業員が担当する想定となっています。なにも設定せずにモデルを作成した場合、プロセスを動かすための材料がある限り、5つの組立プロセスは全て独立に稼働します。これを5つ目の組立プロセスが終了するまで、他の組立プロセスを停めるように設定する必要があります。
今回は最後の組立プロセス終了時に完成品と共に生産伝票を出力し、フィードバックを利用して最初の組立プロセスに必要な品目として生産伝票を要求することで実現します。また、初回組立にも生産伝票が必要なため、置き場の初期仕掛品として生産伝票を初期配置してやる必要があります。
それではモデルを作成してみましょう。
STEP1 プロセス図の作成
プロセスカードを設置し、設定することでモデルを作成して行きます。
入荷プロセス:
プロセス名を「部品出庫」へ変更
置き場プロセス:
プロセス名を「入荷品置き場」へ変更
分岐プロセス:
プロセス名を「分岐A」へ変更
分岐先として5つのプロセスを設置:
置き場プロセス:
プロセス名を「A.生産指示置き場」へ変更
以降はA.生産指示へ
置き場プロセス:
プロセス名を「B.本体置き場」へ変更
以降はB.本体(部品)へ
置き場プロセス:
プロセス名を「C.基板置き場」へ変更
以降はC.基板(部品)へ
置き場プロセス:
プロセス名を「D.センサー置き場」へ変更
以降はD.センサー(部品)へ
置き場プロセス:
プロセス名を「E.レンズ置き場」へ変更
以降はE.レンズ(部品)へ
A.生産指示
生産指示の処理を行います。ここから生産セルG-1用と生産セルG-2用の指示をそれぞれ分岐させます。
置き場プロセス(再掲):
プロセス名を「A.生産指示置き場」へ変更
運搬プロセス(人):
特に変更なし
分岐プロセス:
プロセス名を「分岐B」へ変更
分岐先として2つのプロセスを設置:
置き場プロセス:
プロセス名を「G-1生産指示と部品置き場」へ変更
以降は生産セルG-1へ
置き場プロセス:
プロセス名を「G-2生産指示と部品置き場」へ変更
以降は生産セルG-2へ
B.本体(部品)
部品の供給を再現する部分です。生産用セルの組立プロセスに接続しますが、接続は組立プロセスの設置後に行ってください。
置き場プロセス(再掲):
プロセス名を「B.本体置き場」へ変更
運搬プロセス(人):
特に変更なし
分岐プロセス:
プロセス名を「分岐C」へ変更
分岐先を以下のように設定
分岐先:
「G-1生産指示と部品置き場」(生産セルG-1)と
「G-2生産指示と部品置き場」(生産セルG-2)の2つのプロセスへ接続
C.基板(部品)
こちらも生産用セルの組立プロセスに接続しますが、接続は組立プロセスの設置後に行ってください。
置き場プロセス(再掲):
プロセス名を「C.基板置き場」へ変更
運搬プロセス(人):
特に変更なし
分岐プロセス:
プロセス名を「分岐D」へ変更
分岐先として2つのプロセスに後で接続:
組立プロセス:
後でプロセス「G-1基板取付」へ接続
組立プロセス:
後でプロセス「G-2基板取付」へ接続
D.センサー(部品)
こちらも生産用セルの組立プロセスに接続しますが、接続は組立プロセスの設置後に行ってください。
置き場プロセス(再掲):
プロセス名を「D.センサー置き場」へ変更
運搬プロセス(人):
特に変更なし
分岐プロセス:
プロセス名を「分岐E」へ変更
分岐先として2つのプロセスに後で接続:
組立プロセス:
後でプロセス「G-1センサー取付」へ接続
組立プロセス:
後でプロセス「G-2センサー取付」へ接続
E.レンズ(部品)
こちらも生産用セルの組立プロセスに接続しますが、接続は組立プロセスの設置後に行ってください。
置き場プロセス(再掲):
プロセス名を「E.置き場」へ変更
運搬プロセス(人):
特に変更なし
分岐プロセス:
プロセス名を「分岐F」へ変更
分岐先として2つのプロセスに後で接続:
組立プロセス:
後でプロセス「G-1レンズ取付」へ接続
組立プロセス:
後でプロセス「G-2レンズ取付」へ接続
生産セルG-1
セルを設置します。生産指示に従ってカメラを生産して行きます。各組立プロセスを設置してから部品の供給のため分岐プロセスからプロセスを繋げてください。また、作業員1人での組み立てを再現するため生産伝票がなければ、組立が進まないようにモデルを設定します。
置き場プロセス(再掲):
プロセス名を「G-1生産指示と部品置き場」へ変更
「分岐B」、「分岐C」よりプロセスを接続
組立プロセス:
プロセス名を「G-1本体組立」へ変更
組立プロセス:
プロセス名を「G-1基板取付」へ変更
「分岐D」よりプロセスを接続
組立プロセス:
プロセス名を「G-1センサー取付」へ変更
「分岐E」よりプロセスを接続
組立プロセス:
プロセス名を「G-1レンズ取付」へ変更
「分岐F」よりプロセスを接続
組立プロセス:
プロセス名を「G-1完成」へ変更
置き場プロセス:
プロセス名を「G-1完成品置き場」へ変更
分岐プロセス:
プロセス名を「G-1分岐」へ変更
分岐先を以下のように設定
分岐先:
置き場プロセス:
上流のプロセス名を「G-1生産指示と部品置き場」へ接続
検品プロセス:
プロセス名を「H.検品」へ変更
以降は検品と出荷へ
生産セルG-2
セルG-1と同様に設定します。
置き場プロセス(再掲):
プロセス名を「G-2生産指示と部品置き場」へ変更
「分岐B」、「分岐C」よりプロセスを接続
組立プロセス:
プロセス名を「G-2本体組立」へ変更
組立プロセス:
プロセス名を「G-2基板取付」へ変更
「分岐D」よりプロセスを接続
組立プロセス:
プロセス名を「G-2センサー取付」へ変更
「分岐E」よりプロセスを接続
組立プロセス:
プロセス名を「G-2レンズ取付」へ変更
「分岐F」よりプロセスを接続
組立プロセス
プロセス名を「G-2完成」へ変更
置き場プロセス:
プロセス名を「G-2完成品置き場」へ変更
分岐プロセス:
プロセス名を「G-2分岐」へ変更
分岐先を以下のように設定
分岐先:
置き場プロセス:
上流のプロセス名を「G-2生産指示と部品置き場」へ接続
検品プロセス:
プロセス名を「H.検品」へ接続
検品と出荷
検品プロセス(再掲):
プロセス名を「H.検品」へ接続
分岐プロセス:
プロセス名を「分岐J」へ変更
分岐先として2つのプロセスを設置:
置き場プロセス:
プロセス名を「出荷品置き場」へ変更
以降は出荷品へ
置き場プロセス:
プロセス名を「廃棄品置き場」へ変更
以降は不良品へ
出荷品
置き場プロセス(再掲):
プロセス名を「出荷品置き場」へ変更
加工プロセス:
プロセス名を「梱包」へ変更
出荷プロセス:
特に変更なし
不良品
置き場プロセス(再掲):
プロセス名を「廃棄品置き場」へ変更
加工プロセス:
プロセス名を「破壊」へ変更
出荷プロセス:
プロセス名を「廃棄」へ変更
STEP2 パラメーターの設定
001部品出庫:
詳細設定から入荷するパーツを6種類、図のように設定します。
1つ目:品目「生産指示A」、個数「1個」、入荷間隔「25分」、
2つ目:品目「生産指示B」、個数「1個」、入荷間隔「25分」、
3つ目:品目「本体」、個数「4個」、入荷間隔「30分」、
4つ目:品目「基板」、個数「6個」、入荷間隔「30分」、
5つ目:品目「センサー」、個数「6個」、入荷間隔「30分」、
6つ目:品目「レンズ」、個数「4個」、入荷間隔「30分」
002入荷品置き場:
容量を「1000個」と設定
003分岐A:
1回あたりの処理時間を「0.5分」、詳細設定を開き、作業員にチェックを入れ人数を「30人」と設定
分岐条件:
条件1:
・対象品目:生産指示A
・送り先:004A.生産指示置き場
条件2:
・対象品目:生産指示B
・送り先:004A.生産指示置き場
条件3:
・対象品目:本体
・送り先:031B.本体置き場
条件4:
・対象品目:基板
・送り先:034C.基板置き場
条件5:
・対象品目:センサー
・送り先:037D.センサー置き場
条件6:
・対象品目:レンズ
・送り先:040E.レンズ置き場
A.生産指示
004A.生産指示置き場:
容量を「1000個」と設定
005運搬(人):
最大運搬量を「10個」、人数「1人」、搬送時間「1分」と設定
006分岐B:
1回あたりの処理時間を「1分」、詳細設定を開き、作業員にチェックを入れ人数を「2人」と設定
分岐設定より分岐条件を以下のように設定
分岐条件:
条件1:
・対象品目:生産指示A
・送り先:007G-1生産指示と部品置き場
条件2:
・対象品目:生産指示B
・送り先:023G-2生産指示と部品置き場
B.本体(部品)
部品の供給を再現する部分です。
031B.本体置き場:
容量を「1000個」と設定
032運搬(人):
最大運搬量を「10個」、人数「1人」、搬送時間「1分」と設定
033分岐C:
1回あたりの処理時間を「5分」と設定
分岐条件:
ランダム(デフォルトのまま変更なし)
C.基板(部品)
034C.基板置き場:
容量を「1000個」と設定
035運搬(人):
最大運搬量を「10個」、人数「1人」、搬送時間「1分」と設定
036分岐D:
1回あたりの処理時間を「5分」と設定
分岐条件:
ランダム(デフォルトのまま変更なし)
D.センサー(部品)
037D.センサー置き場:
容量を「1000個」と設定
038運搬(人):
最大運搬量を「10個」、人数「1人」、搬送時間「1分」と設定
039分岐E:
1回あたりの処理時間を「5分」と設定
分岐条件:
ランダム(デフォルトのまま変更なし)
E.レンズ(部品)
040E.レンズ置き場:
容量を「1000個」と設定
041運搬(人):
最大運搬量を「10個」、人数「1人」、搬送時間「1分」と設定
042分岐F:
1回あたりの処理時間を「5分」と設定
分岐条件:
ランダム(デフォルトのまま変更なし)
生産セルG-1
セルを設置します。生産指示に従ってカメラを生産して行きます。また、作業員1人でのセルでの組み立てを再現するため生産伝票がなければ、組立が進まないようにモデルを設定します。
007G-1生産指示と部品置き場:
容量を「1000個」と設定、
初期仕掛にパーツ名「生産伝票A」、個数「1個」を設定
008G-1本体組立:
1回あたりの処理時間を「1分」と設定
1つ目の対象品目を「本体」、個数を「1個」、
2つ目の対象品目を「生産指示A」、個数を「1個」、
3つ目の対象品目を「生産伝票A」、個数を「1個」、
出力品目を「組立中本体」、個数を「1個」と設定
009G-1基板取付:
1回あたりの処理時間を「5分」と設定
1つ目の対象品目を「組立中本体」、個数を「1個」、
2つ目の対象品目を「基板」、個数を「2個」、
出力品目を「基板取付済本体」、個数を「1個」と設定
010G-1センサー取付:
1回あたりの処理時間を「5分」と設定
1つ目の対象品目を「基板取付済本体」、個数を「1個」、
2つ目の対象品目を「センサー」、個数を「2個」、
出力品目を「センサー取付済本体」、個数を「1個」と設定
011G-1レンズ取付:
1回あたりの処理時間を「5分」と設定
1つ目の対象品目を「センサー取付済本体」、個数を「1個」、
2つ目の対象品目を「レンズ」、個数を「1個」、
出力品目を「レンズ取付済本体」、個数を「1個」と設定
012G-1完成:
1回あたりの処理時間を「5分」と設定、
対象品目を「レンズ取付済本体」、個数を「1個」、
1つ目の出力品目を「カメラA完成品」、個数を「1個」、
2つ目の出力品目を「生産伝票A」、個数を「1個」と設定
013G-1完成品置き場:
容量を「1000個」と設定
014G-1分岐:
1回あたりの処理時間を「1分」と設定
分岐条件を以下のように設定
分岐条件:
条件1:
・品目:生産伝票A
・送り先:007G-1生産指示と部品置き場
条件2:
・品目:カメラA完成品
・送り先:015H.検品
生産セルG-2
セルG-1と同様に設定します。
023G-2生産指示と部品置き場:
容量を「1000個」と設定、
初期仕掛にパーツ名「生産伝票B」、個数「1個」を設定、
024G-2本体組立:
1回あたりの処理時間を「1分」と設定
1つ目の対象品目を「本体」、個数を「1個」、
2つ目の対象品目を「生産指示B」、個数を「1個」、
3つ目の対象品目を「生産伝票B」、個数を「1個」、
出力品目を「組立中本体」、個数を「1個」と設定
025G-2基板取付:
1回あたりの処理時間を「5分」と設定
1つ目の対象品目を「組立中本体」、個数を「1個」、
2つ目の対象品目を「基板」、個数を「2個」、
出力品目を「基板取付済本体」、個数を「1個」と設定
026G-2センサー取付:
1回あたりの処理時間を「5分」と設定
1つ目の対象品目を「基板取付済本体」、個数を「1個」、
2つ目の対象品目を「センサー」、個数を「2個」、
出力品目を「センサー取付済本体」、個数を「1個」と設定
027G-2レンズ取付:
1回あたりの処理時間を「5分」と設定
1つ目の対象品目を「センサー取付済本体」、個数を「1個」、
2つ目の対象品目を「レンズ」、個数を「1個」、
出力品目を「レンズ取付済本体」、個数を「1個」と設定
028G-2完成:
1回あたりの処理時間を「5分」と設定、
対象品目を「レンズ取付済本体」、個数を「1個」、
1つ目の出力品目を「カメラB完成品」、個数を「1個」、
2つ目の出力品目を「生産伝票B」、個数を「1個」と設定
029G-2完成品置き場:
容量を「1000個」と設定、
030G-2分岐:
1回あたりの処理時間を「1分」と設定
分岐条件を以下のように設定
分岐条件:
条件1:
・品目:生産伝票B
・送り先:023G-2生産指示と部品置き場
条件2:
・品目:カメラB完成品
・送り先:015H.検品
検品と出荷
015H.検品:
1回あたりの処理時間を「10分」、不良品率を0.1%と設定
016分岐J:
1回あたりの処理時間を「1分」と設定
分岐条件を以下のように設定
分岐条件:
条件1:
・対象品目:正常:カメラA完成品
・送り先:017出荷品置き場
条件2:
・対象品目:正常:カメラB完成品
・送り先:017出荷品置き場
条件3(設定していない品目の分岐処理):
・不良
・送り先:020廃棄品置き場
出荷品
017出荷品置き場:
容量を「1000個」と設定
018梱包:
詳細設定より
加工パターン1:
1回あたりの処理時間を「1分」と設定、
対象品目を「カメラA完成品」、個数を「1個」、
出力品目を「出荷品A」、個数を「1個」と設定
加工パターン2:
1回あたりの処理時間を「1分」と設定、
対象品目を「カメラB完成品」、個数を「1個」、
出力品目を「出荷品B」、個数を「1個」と設定
019出荷:
特に変更なし
不良品
020廃棄品置き場:
容量を「1000個」と設定
021破壊:
詳細設定より
加工パターン1:
1回あたりの処理時間を「1分」と設定、
対象品目を「カメラA完成品」、個数を「1個」、
出力品目を「破棄品」、個数を「1個」と設定
加工パターン2:
1回あたりの処理時間を「1分」と設定、
対象品目を「カメラB完成品」、個数を「1個」、
出力品目を「破棄品」、個数を「1個」と設定
022廃棄:
特に変更なし
シミュレーション
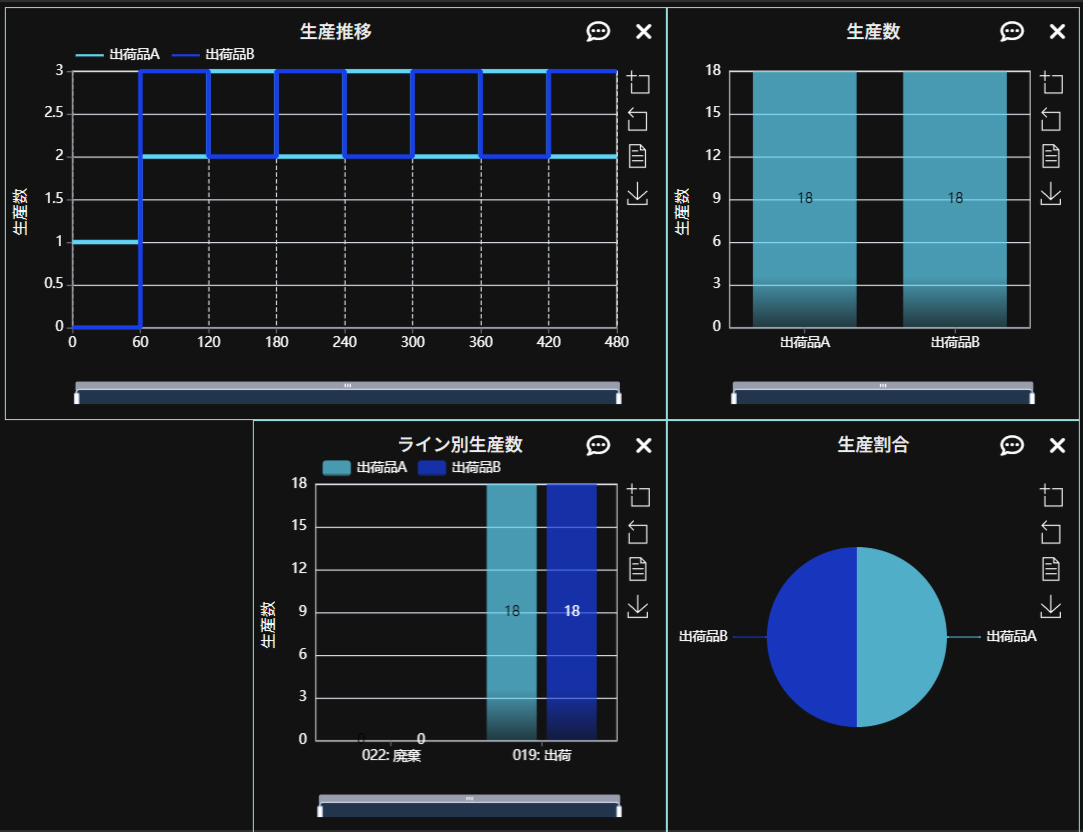
モデルを作成したらシミュレーションを行います。今回はシミュレーション時間を480分(8時間に)設定します。シミュレーションが終わると以下の画面が表示されます。*パーツの仕分けなどに乱数が含まれるため若干のずれが生じる可能性があります。
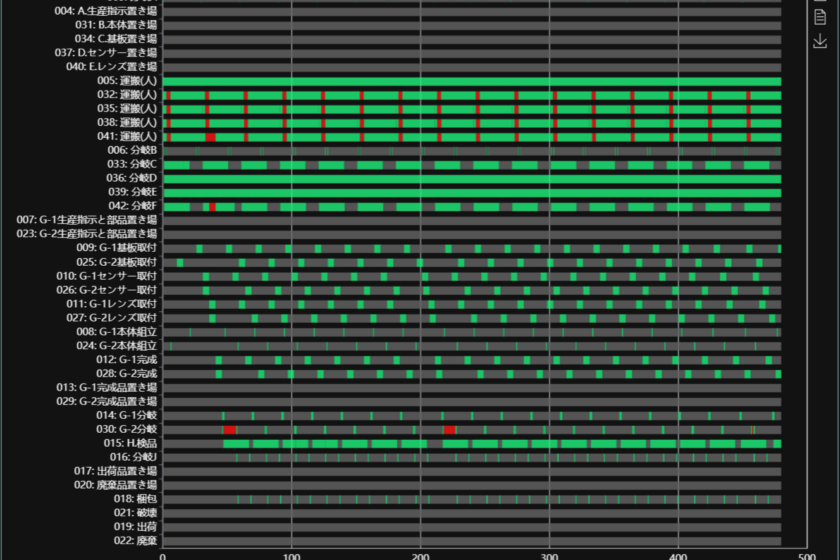
5つの組立プロセスが、どう動いているのかを「ステータス推移」を使って確認してみましょう。
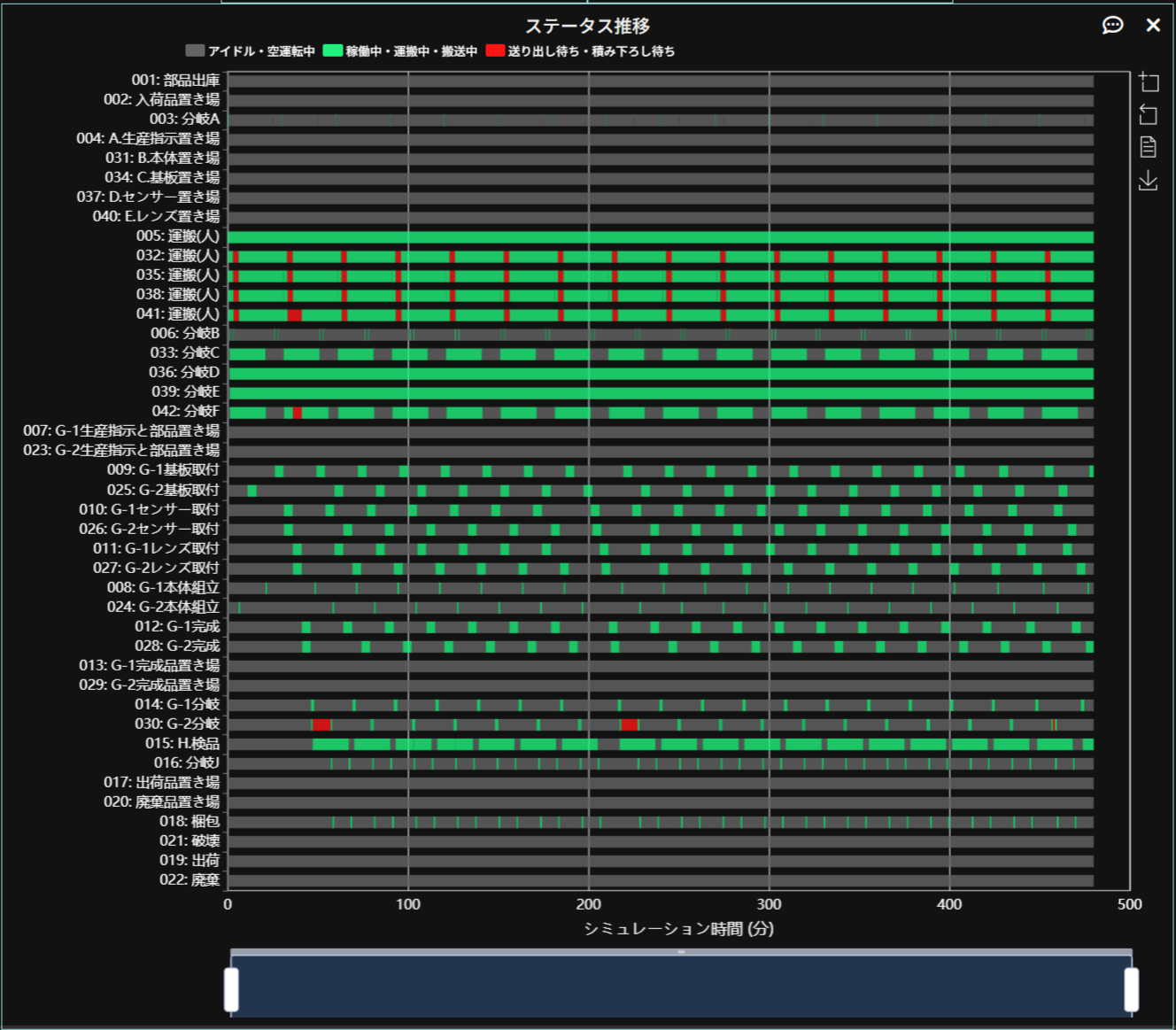
図を見ると、1つ目の組立プロセス(G-1基板取付)が終了したら2つ目の組立プロセス(G-1センサー取付)が稼働する、5つ目の組立プロセス(G-1完成)が終了しない限り、他の4つの組立プロセスが停止していることが分かります。
まとめ
今回はセル生産方式のモデルを作成する方法の解説を行いました。このようにassimeeでは1人の作業員が多種の作業を行うようなプロセスを再現することも可能です。今回の方法を応用することで、様々なプロセスを再現することが可能になります。