概要
生産現場や物流現場では、コンベアとケース(通い箱)を組み合わせた搬送が広く利用されています。ケースはワークや製品を載せて循環し、工程間の搬送を担う重要な要素です。しかし、ケースの数をどの程度用意すべきかについては、
- 少なすぎると下流の工程が待ち状態になる
- 多すぎると在庫や滞留が増える
- ライン全体の効率が見えにくくなる
といった問題があり、従来は経験や勘に頼って決められることが少なくありませんでした。
こうした課題に対して、assimeeのシナリオ比較機能を活用することで、ケース数を変化させた場合の生産量や稼働状況を一覧で比較し、最適なケース数を定量的に判断することが可能になります。本記事では、コンベア搬送モデルを作って、最適な出荷効率となるケース数をシナリオ比較機能で検証する方法を解説します。
モデル
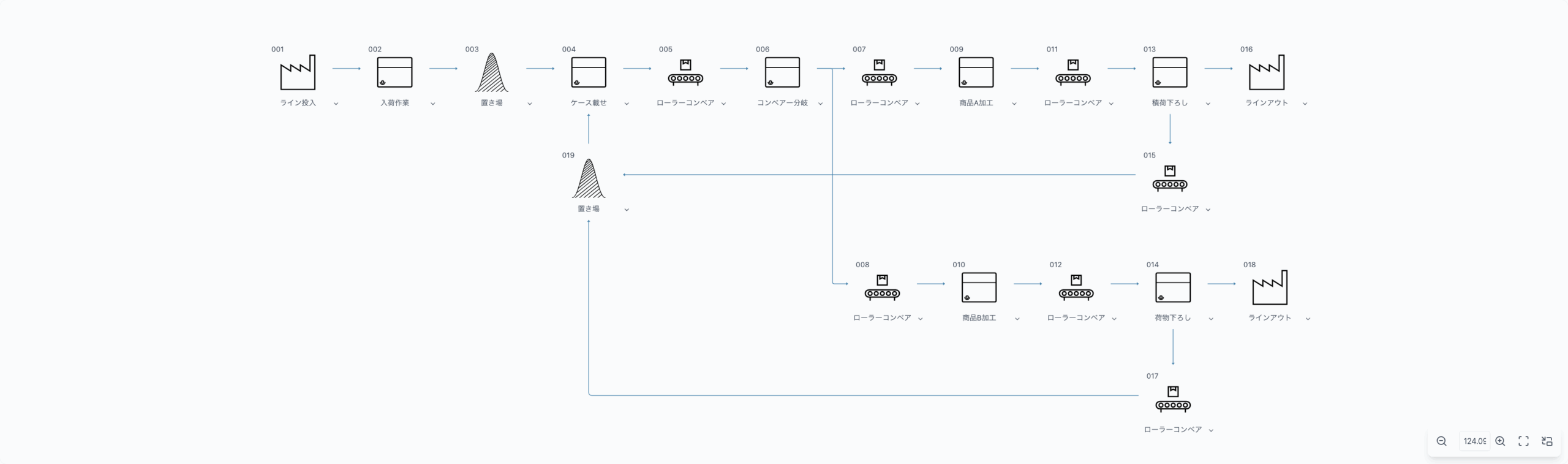
今回、再現するモデルは、ケースがコンベア上を循環しながら商品を搬送し出荷するラインです。
モデルの構成
- ケースはコンベア上を流れ、商品を積載して各工程へ搬送
- 商品は2種類(A・B)存在
- それぞれ異なる加工工程へ搬送され、加工後に出荷
- 使用済みのケースは再びコンベアを通じて戻り、次の搬送に使用
このように、ケースが循環することで搬送が成立するモデルとなっています。モデルは下図のようになります。
モデルのポイント
本モデルの重要なポイントは以下の通りです。
- ケースが不足すると、商品が積み込めず搬送が停滞
- ケースが過剰になると、ライン上に滞留が発生
- 商品AとBの入荷バランスが異なる(Bが40%多い)
- AとBはランダムにラインへ流入するため、単純な比例関係にならない
これにより、ケース数と出荷効率の関係は単純ではなく、シミュレーションによる検証が不可欠な構造となっています。
シミュレーション結果
今回のシミュレーションでは、
- シミュレーション時間:480分
- ケース数:5個〜16個(計12パターン)
の条件で、assimeeのシナリオ比較機能を用いて結果を確認しました。結果は以下の通りとなります。
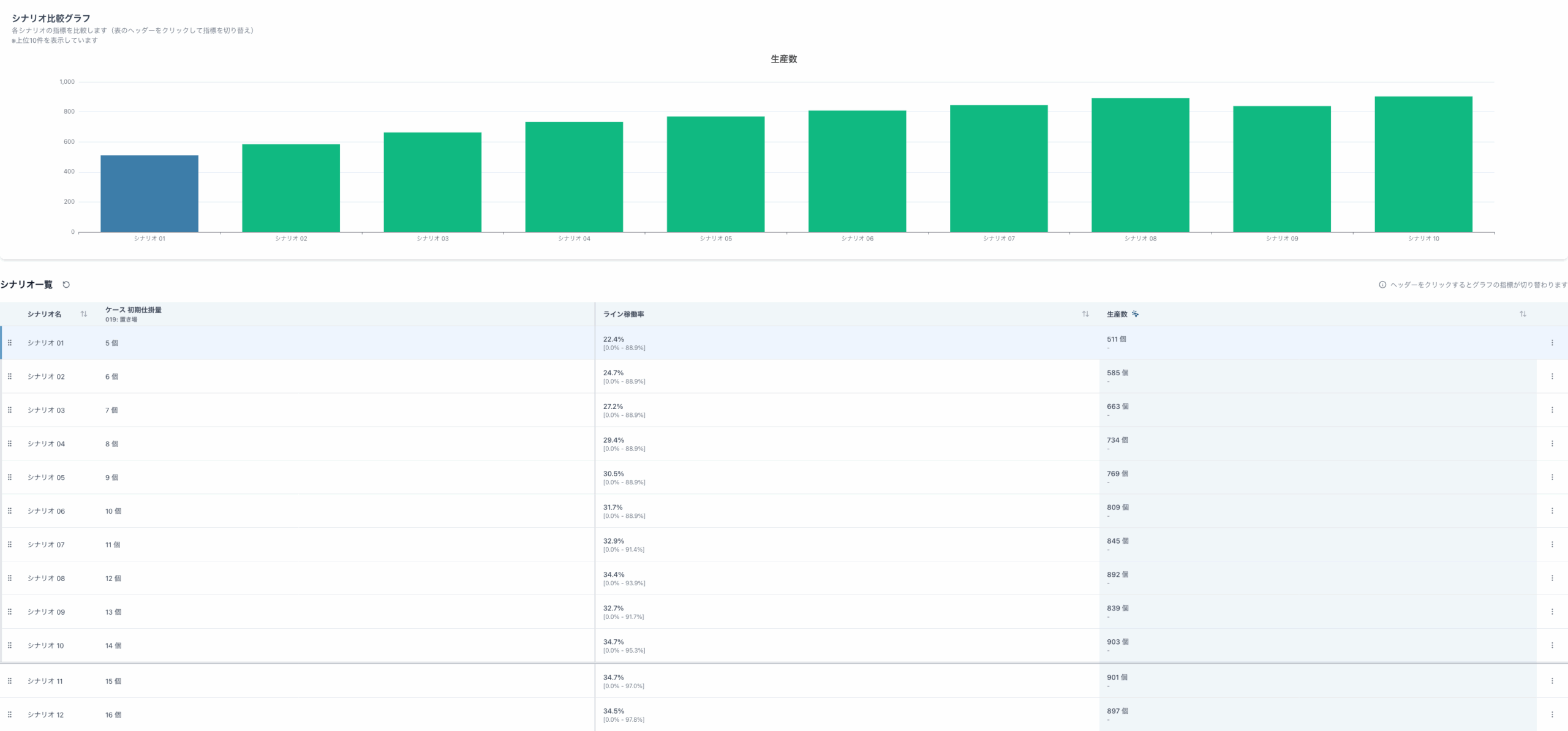
結果の傾向
- ケース数が増えるにつれて、出荷量は概ね増加
- しかし、あるところから単純な右肩上がりにはならず、出荷量が上下する
- 商品A・Bの混在や流入タイミングの影響により、出荷量にばらつきが発生
最終的に結果一覧を確認すると、ケース数が14個のときに最も出荷量が多いが、12個と比べて大きな差はなく12個より増やしても出荷量は大きく変わらないことが分かりました。
考察
この結果から以下のことが言えます。
- ケースが少ない場合 搬送待ちが発生し、出荷が伸びない
- ケースが多すぎる場合 滞留が増え、効率向上に寄与しない
- 適正数 搬送と加工のバランスが最適化される
バランスが取れている12個のケースがあれば最適になると言える。
特に今回のように、
- 複数品種
- 入荷比率の偏り
- ランダム供給
といった条件が重なる場合、直感だけで最適値を見つけることは困難なので、数値を変えたシミュレーション間の比較が重要となる。
まとめ
今回は、assimeeのシナリオ比較機能を活用することで、
- ケース数の最適化
- 搬送能力と生産能力のバランス評価
- 多品種・ランダム供給条件での最適設計
を短時間で定量的に判断することが可能になることを解説しました。今回のようにケース数を変えるだけでなく、
- 商品の入荷比率の変更
- 加工時間の変更
- コンベア速度の変更
- ケースの容量変更
など、さまざまな条件を柔軟に組み合わせて検証することができます。コンベア搬送におけるケース数の最適化は、生産効率を大きく左右する重要な要素です。シミュレーションを活用することで、その日の生産条件に応じた最適な運用を決めることも可能となります。
assimeeでは、実際の製造プロセスをモデル化し、シミュレーションすることで、プロセスの見える化や潜在的な課題の洗い出しを行うことができます。製造プロセスのデジタル化や課題解決でお悩みの方は、ぜひお問い合わせください。