概要
生産現場や物流現場では、1つの製品の生産が完了してから次の製品のための部品を搬入するという運用が行われることがあります。このような方式は、仕掛在庫を最小限に抑え、工程間の同期を取りやすくするための手法としてよく用いられます。特に、スペースが限られているラインや、高価な部品を扱う工程では、
「必要になった分だけ組立工程へ部品を供給する」
というプル型の部品供給方式が重要になります。今回の記事では、assimeeの情報機能を活用して、「製品が完成する情報(かんばん)に従って次の部品が搬送される」生産ラインを再現する方法、シミュレーションを行なってボトルネックなど生産の状況を確認する方法を解説します。
モデル
今回は、部品供給の方式を理解しやすくするために、次の2つのラインを用意しました。
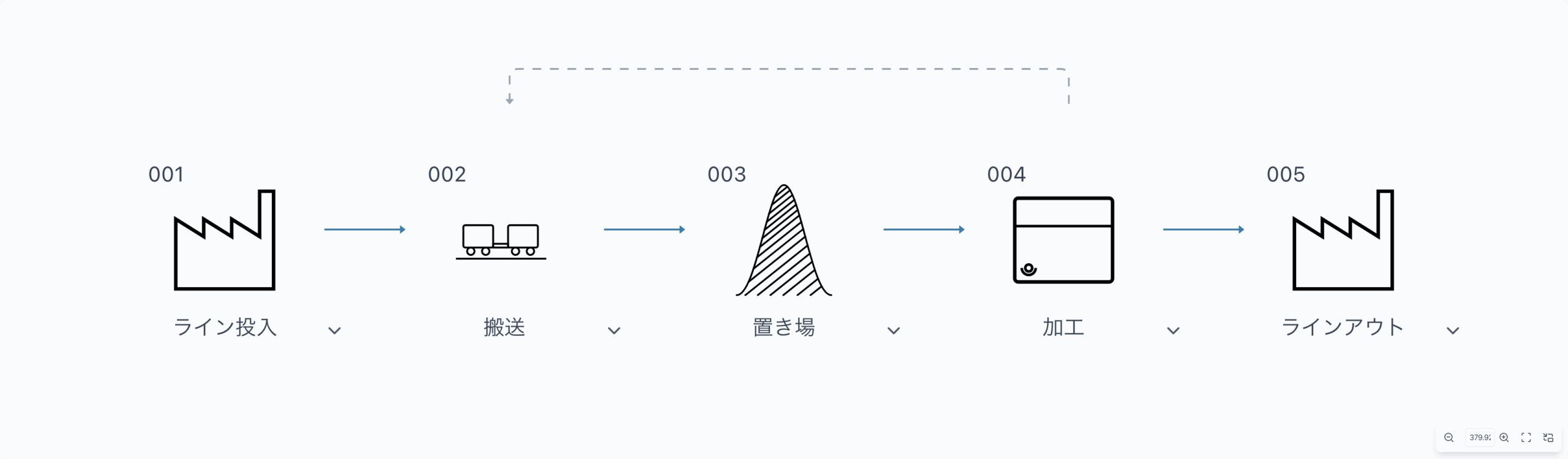
- ライン①:部品1個から製品1個を加工するライン
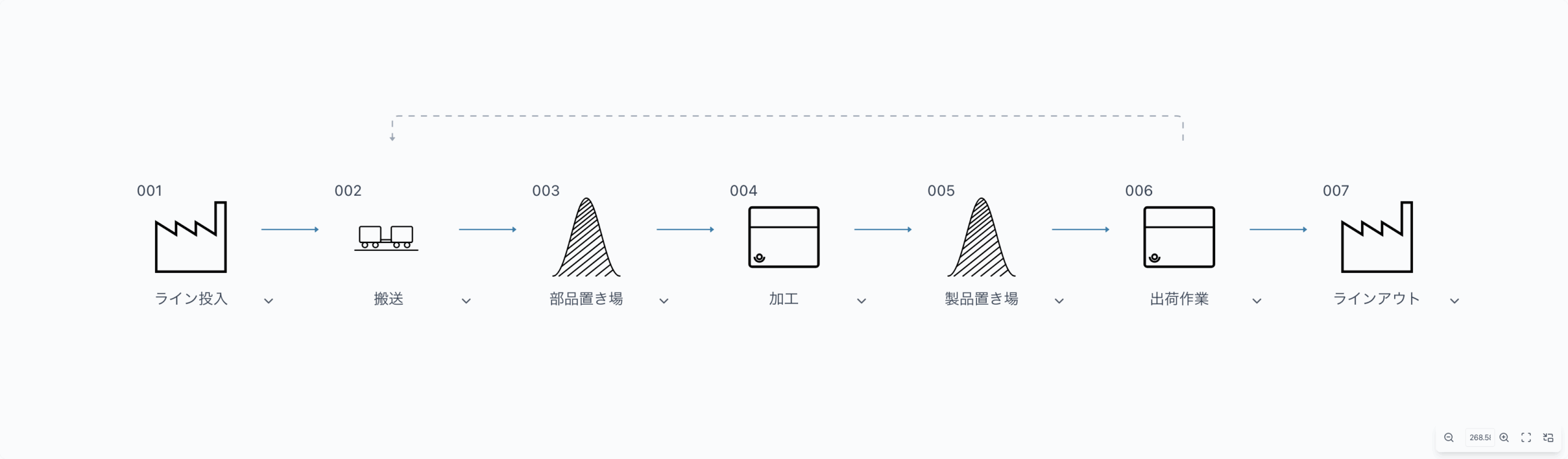
- ライン②:1ロット100個単位で加工し出荷するライン
どちらのモデルも、製品が完成したタイミングをトリガーとして、次の部品供給が開始されるように設定していきます。
ライン①の設定
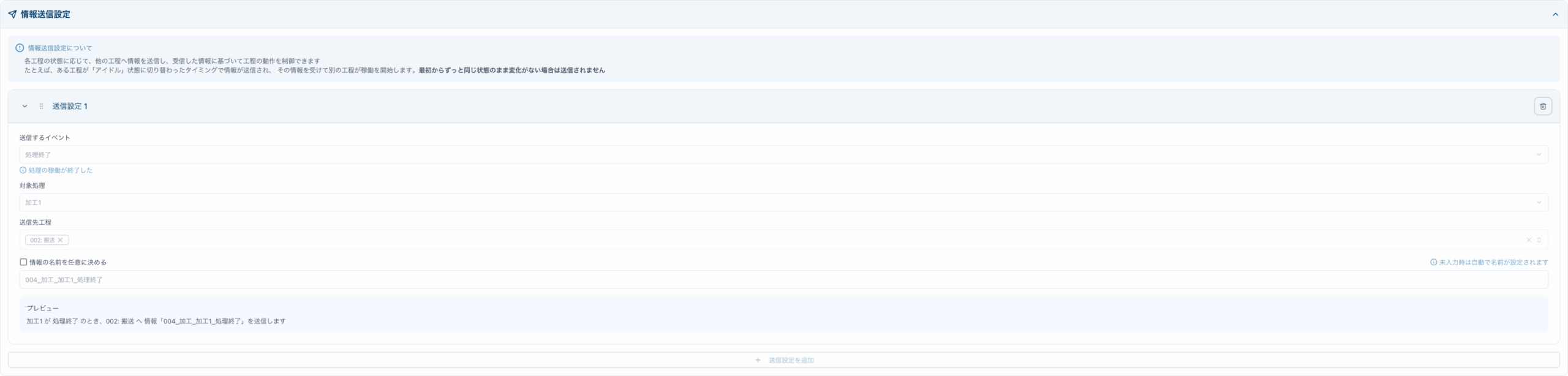
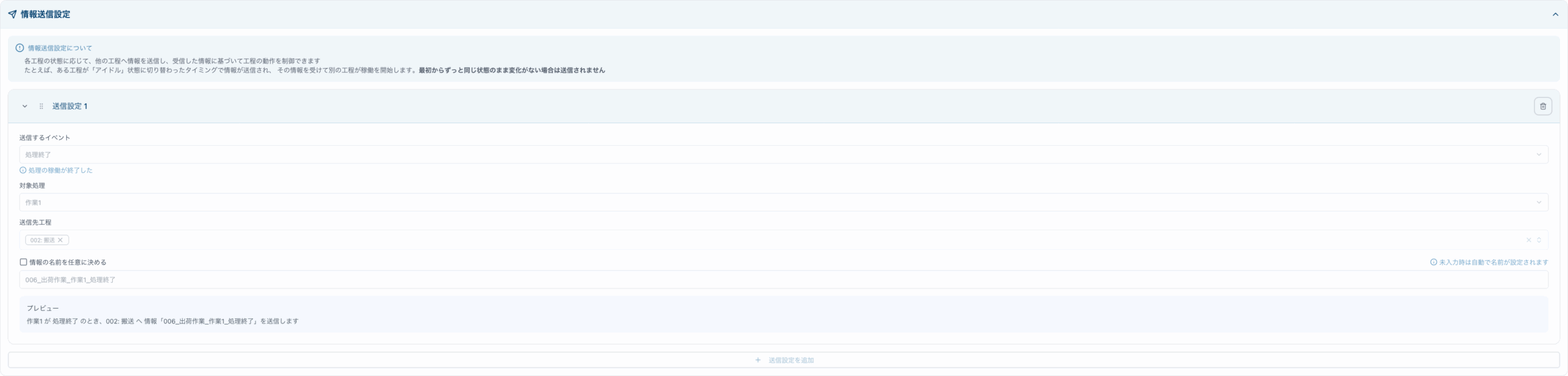
加工工程で1個の製品が完成した際に下図のように「加工処理終了」の情報を発信する設定とします。
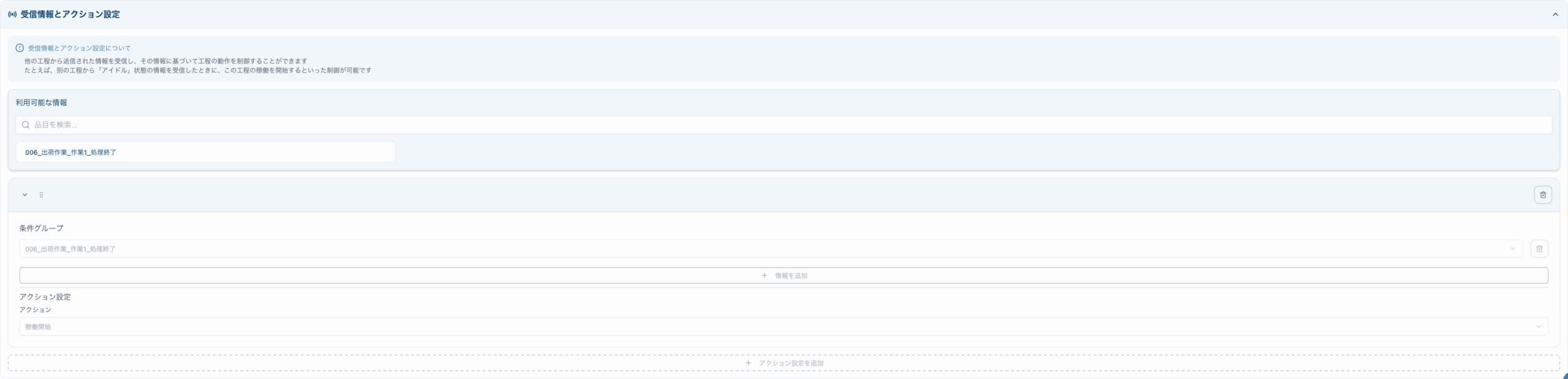
この情報を受け取る搬送工程は以下のように設定します。
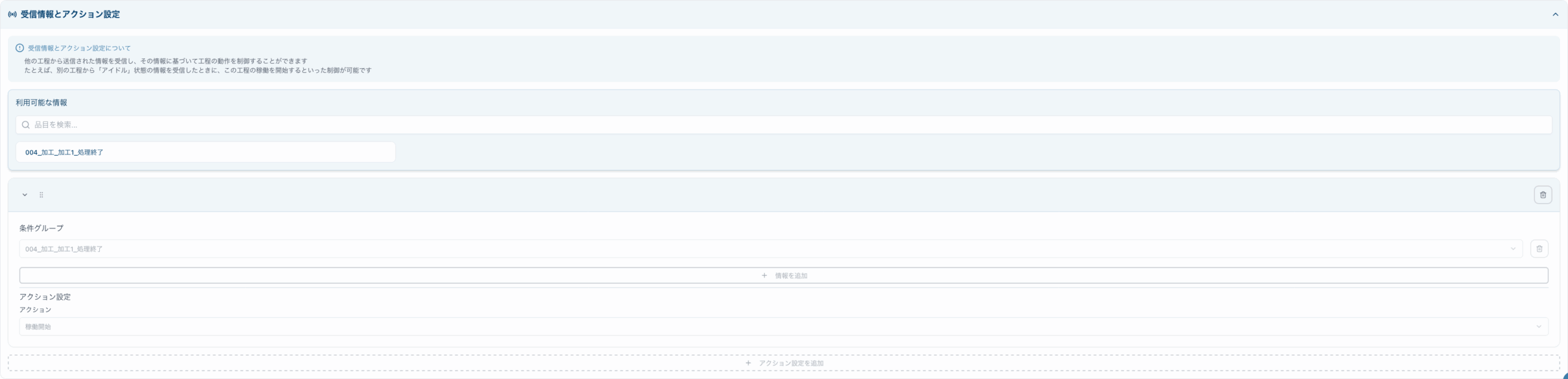
情報を受け取ることにより搬送工程が動作し、次の製品のための部品を加工工程へ供給する仕組みです。
つまり、
製品完成 → 情報発信 → 搬送開始 → 次の部品供給
という流れで、生産が逐次進行します。
ライン②の設定
ロット単位の生産を行う場合は、加工工程の後ろに100個の製品をカウントしてロット単位の出荷するための出荷工程を追加し、100個出荷されたら下図のように「出荷処理終了」の情報を発信する設定とすることで、次のロット用の部品が1回で100個供給されるように設定できます。
受け取り側の設定はライン①と同様です。
デッドロックの発生と対策
しかし、上記の設定だけでは問題が生じます。搬送工程は「製品組立完了の情報待ち」となる一方で、組立工程は「最初の部品が供給されないため部品待ち待機状態」となり、結果としていつまで経っても望んでいる結果が得られないデッドロック(相互待ち状態)が発生してしまいます。
この問題を解決するためには、以下のいずれかの方法を採用します。
方法①:初期仕掛を設定する
例えば、シミュレーション開始時点で、組立工程の直前にある置き場に製品1個分の部品を初期仕掛として配置します。これにより最初の生産が開始でき、以降は情報に基づく逐次供給が成立します。

方法②:開始情報を発信する
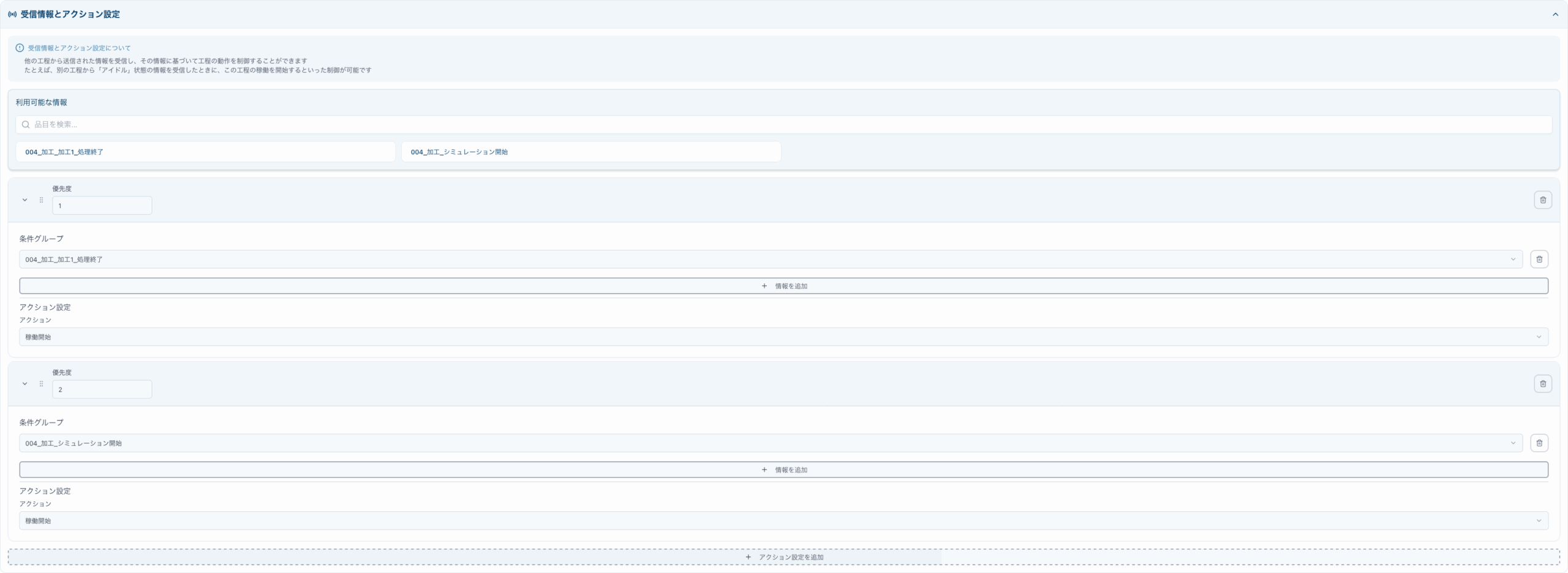
下図のようにシミュレーション開始をトリガーとして「搬送開始の情報」を送信します。

搬送工程はこの情報を受けて最初の部品供給を行います。生産完了情報と併用することで最初の稼働以降は生産完了の情報に応じて連続的に部品搬送が行われます。
これらの設定は再現したい実際の現場の運用に応じて使い分けることが可能です。
例えば、
- 常に仕掛かり在庫が存在するライン
- 生産開始時に部品供給指示が出て上流側から立ち上がるライン
など、現場の条件に合わせて多様なモデル構築ができます。
シミュレーション結果
480分間でシミュレーションを実行した結果は以下の通りです
ライン①

ライン②
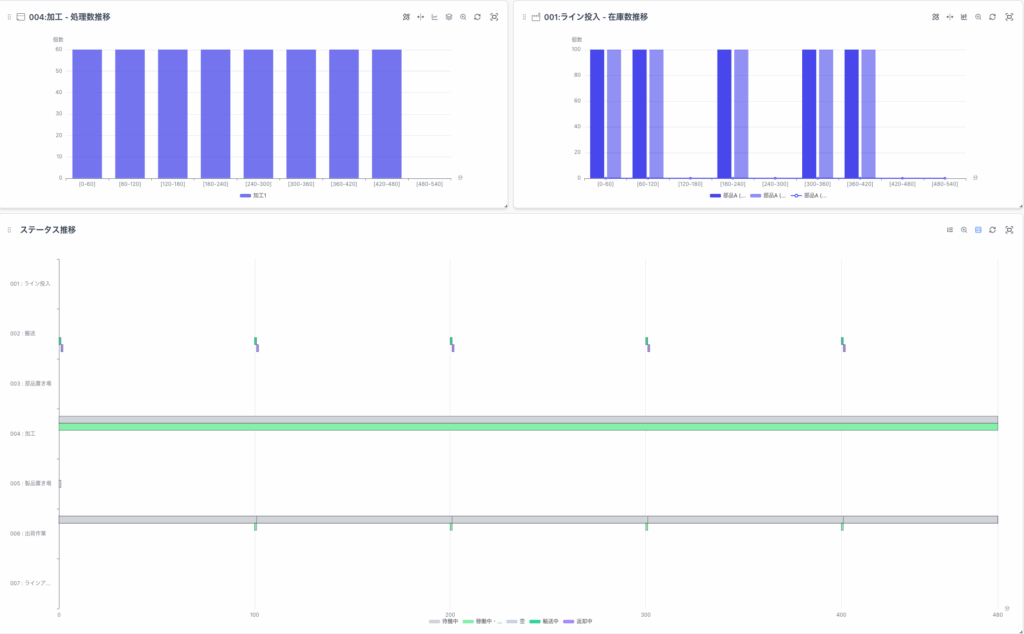
ステータス推移などシミュレーション結果のグラフを確認すると両モデルとも以下のような挙動が確認できました。
- 製品が完成した後に搬送工程が動作する
- 必要なタイミングで部品が供給される
- 過剰な仕掛在庫が発生しない
すなわち、製品完成をトリガーとした部品供給の逐次制御が正しく再現されていることが確認できました。このような制御は、ラインの同期性を高め、在庫削減やスペース効率向上につながります。
まとめ
assimeeの情報機能および初期仕掛かり設定を活用することで、
- 製品の完成数に応じて部品供給を行うライン
- 工程間が密接に同期したプル型生産方式
- 仕掛在庫を最小限に抑えた生産モデル
を容易に再現することができます。今回の例では「単一製品」を単数で生産する場合とロット生産する場合を扱いましたが、実際の現場では、
- 多品種生産
- 優先順位付き供給
- 搬送能力制約の考慮
など、より複雑な条件が存在します。このような場合でもassimeeで現況の再現を行うことができます。
assimeeは現場での運用に即した詳細な搬送シナリオを設計・検証できるため、工数の見積もりやボトルネックの把握にも役立ちます。プロセスのデジタル化や課題解決でお悩みの方は、ぜひお問い合わせください。